商机详情 -
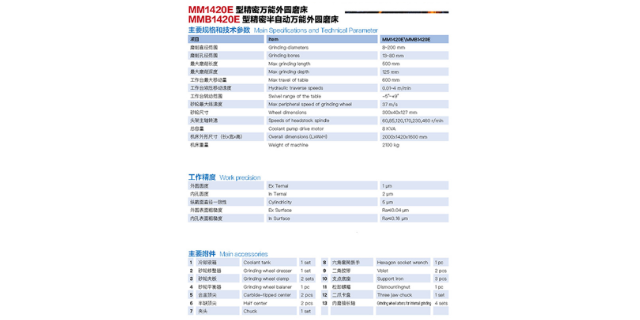
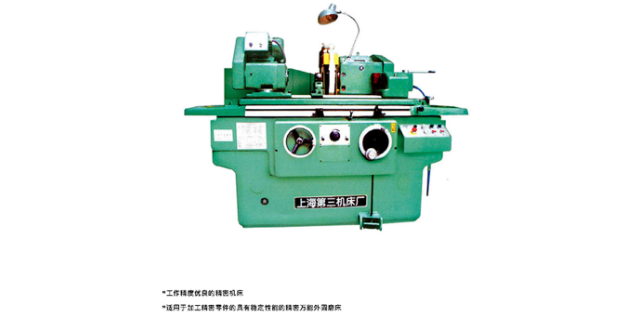
江门上海机床厂外圆磨床价格
机床配有自动上下料机构,能进行自动循环磨削。无心外圆磨床主要有三种磨削方法;通过式、切入式和切入一通过式、通过式无心磨削。工件沿砂轮轴线方向进给进行磨削。调整导轮轴线的微小倾角来实现工件轴向进给。适于磨削细长圆柱形工件。无中心孔的短轴和套类工件等。切入式无心磨削。托板上有轴向定位支点,工件支承在托板一定位置上,以砂轮或导轮切入进行磨削。用于磨削带轴肩或凸台的工件以及圆锥体,球体或其他回转体工件。切入一通过式无心磨削是这两者的复合。此外,还有切线进给式磨削和使带台阶的工件在轴向进、退的端面进给式磨削。无心外圆磨床生产率较高。多用于大量生产,易于实现自动化。[1]无心外圆磨床的特点无心外圆磨床机构性能与普通外圆磨床相比较有下列特点。1、连续加工,无需退刀,装夹工件等复制时间短,生产率高。2、托架和导轮定位机构比普通外圆磨床尖、中心架机构支承刚性好,切削量可以较大,并有利于细长轴类工件的加工,易于实现高速磨削和强力磨削。3、无心外圆磨床工件靠外圆在定位机构上定位,磨削量是工件直径上的余量,故砂轮的磨损、进给机构的补偿和切入机构的重复定位精度误差对零件直径尺寸精度的影响。只有普通外圆磨床的一半。砂轮的平衡和修整对提高外圆磨床的加工精度具有关键作用。江门上海机床厂外圆磨床价格
磨床能作高精度表面粗糙度很小磨削,也能进行磨削,如强力磨削等。1876年巴黎博览会展出美国布朗-夏普公司制造外圆磨床,具有现代磨床基本特征机械。它工件头架尾座安装往复移动工作台上,箱形床身提高了机床刚度,并带有内圆磨削附件。1883年,这家公司制成磨头装立柱上、工作台作往复移动平面磨床。1900年前后,人造磨料发展液压传动应用,对磨床发展有很大推动作用。随着近代工业特别汽车工业发展,各种不同类型磨床相继问世。例如20世纪初,先后研制出加工气缸体行星内圆磨床、曲轴磨床、凸轮轴磨床带电磁吸盘活塞环磨床等。自动测量装置于1908年开始应用到磨床上。到了1920年前后,无心磨床、双端面磨床、轧辊磨床、导轨磨床,珩磨机超精加工机床等相继制成使用;50年代又出现了可作镜面磨削高精度外圆磨床;60年代末又出现了砂轮线速度达60~80米/秒高速磨床大切深、缓进给磨削平面磨床;70年代,采用微处理机数字控制适应控制等技术磨床上得到了。随着高精度、高硬度机械零件数量增加,以及精密铸造精密锻造工艺发展,磨床性能、品种产量都不断提高增长。磨床各类金属切削机床品种多一类北京汉阳,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。肇庆外圆磨床设备外圆磨床的工作台是支撑和固定工件的重要部件,必须具有高精度和高稳定性。
向二侧呈渐薄形减小。此轴承结构的瓦轴加工工艺较复杂,在调整间隙时,要求调整的技术水平较高,故此在新产品设计中一般不再采用此种形式。本厂产品中尚有MT1040A仍然采用这类轴承结构形式。(4)液压静压轴承,这类轴承的承载形式是借助液压系统,强制地将压力润滑液体(一般为油液),输入轴与轴承的间隙内(油腔),利用液体的静止压力支承载荷的一种滑动轴承。这类轴承的轴在运动中应是处在纯液体摩擦状态中,理论上呈无磨损状态,因而具有下列优点:a、与动压滑动轴承比较,静压轴承的承载能力取决于轴承结构尺寸及供油系统压力,与轴的转速、润滑液的粘度等几乎无关,即使主轴处在静止或低速状态下,只要供油系统有规定的压力油供给,静压轴承也同样具有较高的承载能力。b、静压轴承的油膜刚度高,通常情况下要比主轴本身的刚度略高。c、由于主轴周围的油膜刚度较高,因此静压轴承的抗震性要比滚动轴承好得多。d、静压轴承由于摩擦系数小,因此起动力矩亦小,轴的磨损极少,故此寿命较长,一般情况下不需要经常维修及调整。对于静压轴承的使用不多,*在MGT1050、外圆磨床M1380B等机床上采用。因为静压轴承的使用,必须具备一套油液过滤十分清洁的液压系统。
反之,间隙减小。当用死*尖法进行磨削时,可将间隙减小到零,将主轴锁住。当主轴需要转动时,主轴与轴承须有一定的间隙,一般以半径上。刻度套的刻度,一格表示半径上间隙,转动刻度套时,必须去除刻度套的空转量。头架主轴上可以安装三爪卡盘,用于短小轴套或盘类零件的卡盘磨削。4、尾架的使用与调整转动扳手,可使尾架套筒后退。脚踏踏脚板,能使尾架套筒自动进退。脚踏到底,则套筒后退;脚放松,则套筒前进。转动调整捏手,可调整*尖顶工件的力。磨细长的轴时,顶工件的力不宜太大,以免将工件顶弯。磨削粗糙度要求不高的外圆工件,金刚笔可安装在尾架上进行砂轮的修整。5、砂轮架的使用与调整、砂轮架概述砂轮架装有外圆磨削用的砂轮主轴,其轴承为三块瓦式动压轴承。砂轮架的前进、后退和速度,由系统控制,通过伺服电机、滚珠丝杠直接带动。砂轮架能回转,回转的角度可从刻度牌上读出。MK1420系列磨床砂轮架使用双出轴的电动机,它一端经多楔带、皮带轮与砂轮主轴连结,另一端经平皮带、皮带轮与内圆磨具主轴连结。MK1320系列磨床砂轮架使用单出轴的电动机,它经多楔带、皮带轮与砂轮主轴连结。数控磨床。不同的外圆磨床有不同的特点和适用范围,需要根据具体需求进行选择。

7)珩磨机:主要用于加工各种圆柱形孔(包括光孔、轴向或径向间断表面孔、通孔、盲孔和多台阶孔),还能加工圆锥孔、椭圆形孔、余摆线孔。(8)研磨机:用于研磨工件平面或圆柱形内,外表面的磨床。(9)导轨磨床:主要用于磨削机床导轨面的磨床。(10)工具磨床:用于磨削工具的磨床。(11)多用磨床:用于磨削圆柱、圆锥形内、外表面或平面,并能用随动装置及附件磨削多种工件的磨床。(12)磨床:从事对某类零件进行磨削的机床。按其加工对象又可分为:花键轴磨床、曲轴磨床、凸轮磨床、齿轮磨床、螺纹磨床、曲线磨床等。(13)端面磨床:用于磨削齿轮端面的磨床。根据磨床的运动特点及工艺要求,对电力拖动及控制有如下要求:1.砂轮的旋转运动一般不要求调速,由一台三相异步电动机拖动即可,且只要求单向旋转。容量较大时,可采用Y-三角形降压启动。2.为保证加工精度,使其运行平稳,保证工作台往复运动换向时惯性小无冲击,故采用液压传动实现工作台往复运动和砂轮箱横向进给。十八世纪30年代,为了适应钟表、自行车、缝纫机和等零件淬硬后的加工,英国、德国和美国分别研制出使用天然磨料砂轮的磨床。这些磨床是在当时现成的机床如车床、刨床等上面加装磨头改制而成的。砂轮修整器的精度对外圆磨床的加工精度有重要影响。衢州外圆磨床批发
外圆磨床是一种重要的工业装备,对于提高工业制造水平和产品质量有着重要作用。江门上海机床厂外圆磨床价格
需要重新修整磨削轮和导轮[1]圆柱度误差工件有圆度误差是因为在磨削过程中,工件中心的实际运动轨迹偏离理论运动轨迹直线,工件在水平面内转动及导轮修整不正确等应更具具体情况进行修整,例如磨削轮太软,磨损不均匀,应该增加修整次数或者增加磨削次数[1]细腰形或腰鼓形1.工件产生细腰形①前导板均偏向于磨削轮一侧,工件进入或推出磨削区域时呈倾斜状态,磨削轮端角将工件中部磨去较多。调整前后导板至正确位置②导轮修整呈中间凹下状,切入法磨削时磨削轮修整中间凸出,均导致工件呈细腰形。正确修调导轮和磨削轮,消除凹凸现象[1]2.工件产生腰鼓形①前后导板均偏向于导轮,工件倾斜进入磨削区,使前端磨去较多;工件将要推出磨削区时,使后端磨去较多。需正确调整前后导板。②前、后导板均低于导轮外圆表面,工件进入磨削区时。会被导轮将其前端抬起,使工件向磨削轮倾斜;当工件退出磨削区域时,也会使工件倾斜,尾部向磨削轮翘起,使工件两端磨去较多,呈腰鼓形。应正确调修前、后导板,使其不低于导轮外圆表面。③导轮表面修整成中间凸起或磨削轮表面修整成中间凹下(切入磨法磨削),均使工件磨成腰鼓形。表面修调两轮,消除导轮和磨削轮表面的凹凸现象。江门上海机床厂外圆磨床价格