商机详情 -
临沂大型外圆磨床厂家
有以下几种运动:1.砂轮的高速旋转运动是磨削外圆的主运动。2.工件随工作台的纵向往复运动是磨外圆的纵向进给运动。3.工件由头架主轴带动旋转是磨削外圆的圆周进给运动。4.砂轮做周期性的横向进给运动。③端面外圆磨床:砂轮架绕竖直轴线斜置一个角度,并将砂轮表面修成与工件轴线平行和垂直的两个磨削面,可同时磨削工件的外圆和轴肩端面,一般用于批量生产。此外,还有高效率的双砂轮架外圆磨床和多砂轮外圆磨床,它们可同时磨削两个或多个轴颈,适用于大批量生产。无心外圆磨床无心磨床,是不需要采用工件的轴心而施行磨削的一类磨床。是由磨削砂轮,调整轮和工件支架三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,至于工件支架乃在磨削时支撑工件,这三种机件可有数种配合的方法,但停止研磨除外,原理上都相同。无心外圆磨床按照砂轮架、托架在床身上的相对位置,可以分为三种基本结构形式:1、砂轮架固定式砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。砂轮和导轮主轴一般均采用悬伸式支承结构。外圆磨床的加工精度取决于机床本身的精度、砂轮的精度、工件的精度以及加工工艺等因素。临沂大型外圆磨床厂家

需要重新修整磨削轮和导轮[1]圆柱度误差工件有圆度误差是因为在磨削过程中,工件中心的实际运动轨迹偏离理论运动轨迹直线,工件在水平面内转动及导轮修整不正确等应更具具体情况进行修整,例如磨削轮太软,磨损不均匀,应该增加修整次数或者增加磨削次数[1]细腰形或腰鼓形1.工件产生细腰形①前导板均偏向于磨削轮一侧,工件进入或推出磨削区域时呈倾斜状态,磨削轮端角将工件中部磨去较多。调整前后导板至正确位置②导轮修整呈中间凹下状,切入法磨削时磨削轮修整中间凸出,均导致工件呈细腰形。正确修调导轮和磨削轮,消除凹凸现象[1]2.工件产生腰鼓形①前后导板均偏向于导轮,工件倾斜进入磨削区,使前端磨去较多;工件将要推出磨削区时,使后端磨去较多。需正确调整前后导板。②前、后导板均低于导轮外圆表面,工件进入磨削区时。会被导轮将其前端抬起,使工件向磨削轮倾斜;当工件退出磨削区域时,也会使工件倾斜,尾部向磨削轮翘起,使工件两端磨去较多,呈腰鼓形。应正确调修前、后导板,使其不低于导轮外圆表面。③导轮表面修整成中间凸起或磨削轮表面修整成中间凹下(切入磨法磨削),均使工件磨成腰鼓形。表面修调两轮,消除导轮和磨削轮表面的凹凸现象。宁波二手外圆磨床外圆磨床的精度取决于多个因素,如砂轮选择、冷却液使用和操作技能等。
砂轮主轴的径向跳动为。(4)通过砂轮的平衡,提高加工精度静平衡:砂轮片安装好法兰盘之后,将砂轮安装到砂轮主轴上,经过金刚笔修整后,将砂轮取下放到平衡架上进行静平衡。方法是调整法兰盘圆周方向上的三个调整块,使砂轮在圆周的四个90°位置均可以在平衡架上停稳。通过良好的静平衡,减小砂轮不平衡对加工精度的影响。有条件的还可进行动平衡:砂轮安装到砂轮主轴之后,在法兰盘上安装动平衡装置,使砂轮重心偏移量≤μm。(5)合理选择导轨润滑油,改善导轨的润滑,避免爬行现象。(6)通过使用活,减少发热量,提高加工精度。操作时应密切注意砂轮与工件表面的接触状况。当工件表面刚与砂轮接触时,可听到连续的咝咝声,工件表面的水迹可被旋转的砂轮带走,同时可见到微弱的火花,此时即可加冷却液。冷却液宜选用浓度稍高的皂化液,使用前必须经过严格的清洁过滤。然后进给,每次进给量为。至火花消失时,磨削完毕,此时将横向进给手轮向进给方向按住,使砂轮向工件微微压进,但不作进给,即等于对工件进行一次抛光,以进一步提高磨削表面质量。2)在环境温度较高(如夏季)情况下进行磨削时,机床照明灯不宜靠近工件,以防止工件受热膨胀而影响磨削质量。
不需打中心孔,且易于实现上、下料自动化。4、宽砂轮无心磨床通过式机构、可采用加大每次的加工余量,在切入磨时可对复杂型面依次形磨削或多砂轮磨削,生产率高,适用范围广。5、无心外圆磨床无保证磨削表面与非磨削表面的相对位置精度(同轴度,垂直度等)的机构,磨削周向断续的外表面时圆度较差。6、磨削表面易产生奇数次棱圆度,如较大时往往会造成测量尺寸小于大实体尺寸的错觉,而影响装配质量和工作性能。7、机床调整较复杂、费时,每更换不同直径的工件就需冲调整托架高度,与距离及有关的工艺参数。故调整技术难度较大,不适宜小批及单件生产。对无心磨床外表保养:无心磨床外表及电机,散热设备表面一定要保持清洁,定时清理抛光耗材粉末。2、检查、紧固手柄、进给手轮、螺钉、螺母等机件。保持机床完好。3、无心磨床整机检查:检查无心磨床各部位螺丝,皮带,松紧程度,松动的应调到合适为止。4、检查各轴承磨损程度如有损坏的应更换,润滑油是否充足。5、导轨应清理干净,导轨上不可带有抛光耗材粉末。6、电器:定时清扫电动机、电器箱。电器装置固定整齐、动作可靠。7、检查、紧固接零装置。检查按扭开关,有问题的应即时更换,避免产生不必要的危险表面缺陷。外圆磨床的附件可以增加其使用范围和功能多样性。
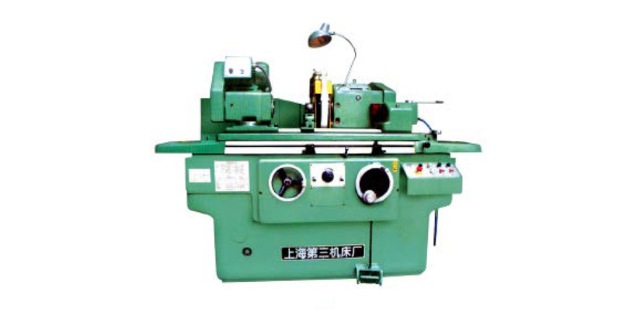
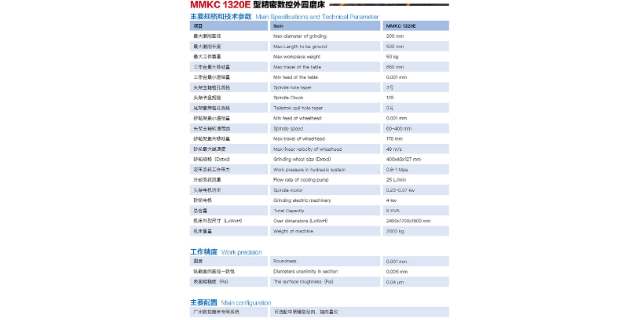
外圆磨床是一种高效、高精度的圆柱形表面加工设备,广泛应用于机械加工行业。它能够通过精确的磨削操作,实现各种工件的高质量加工,满足各种高标准要求。外圆磨床的结构设计使其具有高精度和高稳定性,能够满足各种高标准加工要求。其主要由床身、工作台、磨头、冷却系统等部分组成,每个部分都有其独特的功能和重要性。外圆磨床的操作需要专业技能和经验丰富的操作人员。操作人员需要对外圆磨床的结构和工作原理有深入了解,能够熟练操作机床并进行必要的调整。同时,操作人员还需要不断学习和掌握新的技能和知识,以适应不断变化的加工需求和技术发展。外圆磨床的维护保养对于保证其长期稳定运行至关重要。定期保养能够及时发现和解决潜在问题,防止设备出现故障。在日常使用过程中,操作人员还需要对外圆磨床进行常规的检查和维护,如清洁、润滑和调整等,以保持机床的良好状态。外圆磨床的加工精度和表面质量主要取决于机床本身的精度、砂轮的选择与修整、冷却液的使用等多个因素。为保证加工效果,操作人员需要根据不同的工件材料和加工要求选择合适的砂轮和冷却液,并定期对砂轮进行修整以保证其锋利度和形状精度。外圆磨床在加工过程中需要选用合适的砂轮和冷却液。外圆磨床由基础床身、工作台、头架、尾座、砂轮架、横向进给机构、电器和液压装置等主要部件组成。聊城立式外圆磨床价格
外圆磨床可以加工各种形状的工件,如圆柱形、圆锥形、球形等。临沂大型外圆磨床厂家
1)工件表面粗糙度较差。①磨削轮粒度过粗或修整时金刚钻进给速度过快。更换细粒度的磨削轮,合理选择修整速度②导轮倾斜角太大或转速太高,导致工件圆周速度和轴向进给速度加快。减小导轮倾斜角并降低其速度。③冷却液不清洁或浓度不够时,应更换清洁并有一定浓度的冷却液的冷却液。[1](2)工件表面有烧伤①磨削轮粒度太细或硬度太高,应更换磨削轮,选用适宜的粒度和硬度②导轮转速太慢及导轮倾角太大,需要提高导轮转速,减小导轮倾斜角度。③磨削量过大或过小。磨削量小时出现烧伤,可增加纵向进给速度;磨削量大时出现烧伤,可增加磨削次数。④工件在入口处或出口处磨去太多,引起烧伤或磨削区火花集中在某一个点。正确调整导轮架、导板和修整器。⑤磨削轮已钝,硬度太高,切削液不足或烧注方法不正确修整磨削轮,更换软一级的磨削轮并且修整、加大切削液量并正确教主。[1](3)工件表面有鱼鳞斑及直线白色线条。①磨削轮不平衡或者已磨钝、磨削轮太硬、粒度太细或者没有修整好。仔细平衡磨削轮,更换较软一级的磨削轮并进行修整等②导轮转速太高。适当降低导轮转速。③工件中心过高,引起跳动。适当降低托板高度。④托板刚性不足。加厚托板并紧固。[1]。临沂大型外圆磨床厂家