商机详情 -
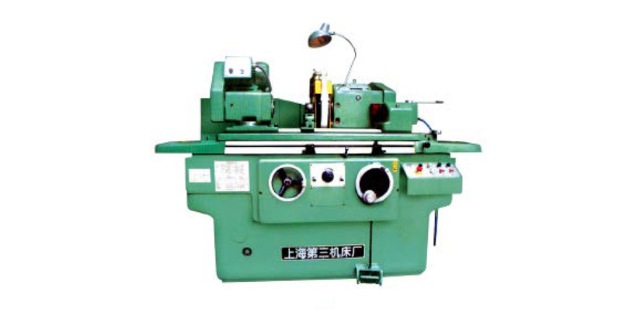
金华机床厂外圆磨床设备
反之,间隙减小。当用死*尖法进行磨削时,可将间隙减小到零,将主轴锁住。当主轴需要转动时,主轴与轴承须有一定的间隙,一般以半径上。刻度套的刻度,一格表示半径上间隙,转动刻度套时,必须去除刻度套的空转量。头架主轴上可以安装三爪卡盘,用于短小轴套或盘类零件的卡盘磨削。4、尾架的使用与调整转动扳手,可使尾架套筒后退。脚踏踏脚板,能使尾架套筒自动进退。脚踏到底,则套筒后退;脚放松,则套筒前进。转动调整捏手,可调整*尖顶工件的力。磨细长的轴时,顶工件的力不宜太大,以免将工件顶弯。磨削粗糙度要求不高的外圆工件,金刚笔可安装在尾架上进行砂轮的修整。5、砂轮架的使用与调整、砂轮架概述砂轮架装有外圆磨削用的砂轮主轴,其轴承为三块瓦式动压轴承。砂轮架的前进、后退和速度,由系统控制,通过伺服电机、滚珠丝杠直接带动。砂轮架能回转,回转的角度可从刻度牌上读出。MK1420系列磨床砂轮架使用双出轴的电动机,它一端经多楔带、皮带轮与砂轮主轴连结,另一端经平皮带、皮带轮与内圆磨具主轴连结。MK1320系列磨床砂轮架使用单出轴的电动机,它经多楔带、皮带轮与砂轮主轴连结。数控磨床。外圆磨床的维护和保养对其精度和使用寿命有着重要影响。金华机床厂外圆磨床设备
外圆磨床在机械加工中占据着重要的地位,它能够高效地加工各种圆柱形表面,轴承、活塞、气瓶等机械零件的制造。外圆磨床的结构设计使其具有高精度和高稳定性,能够满足各种高标准加工要求。随着技术的不断进步,外圆磨床的加工效率和精度也在不断提升,为机械加工行业的发展提供了有力支持。外圆磨床的操作需要专业技能和经验丰富的操作人员。在加工过程中,操作人员需要对外圆磨床的结构和工作原理有深入了解,能够熟练操作机床并进行必要的调整。同时,操作人员还需要不断和掌握新的技能和知识,以适应不断变化的加工需求和技术发展。外圆磨床的维护保养对于保证其长期稳定运行至关重要。定期保养能够及时发现和解决潜在问题,防止设备出现故障。在日常使用过程中,操作人员还需要对外圆磨床进行常规的检查和维护,如清洁、润滑和调整等,以保持机床的良好状态。通过合理的维护保养,可以延长外圆磨床的使用寿命,提高加工效率和产品质量。外圆磨床在加工过程中需要选用合适的砂轮和冷却液。砂轮的选择直接影响到加工精度和表面质量,需要根据工件材料和加工要求进行选择。冷却液的使用能够起到冷却、润滑和清洗的作用,帮助提高加工效率和产品质量。在加工过程中。济宁大型外圆磨床加工外圆磨床的砂轮是磨削工件的关键部件,必须具有高硬度和高精度。

冷却液不足时应添加制成的冷却液。7)工作台的油盘、排冷却液的管和过健网,要经常磨屑、油垢、杂物等。8)随时注意清扫导轨、工作台等部位的磨屑、灰尘、油垢等,确保磨床在运转中不致发生拉伤、擦伤等现象。9)经常检查砂轮,不准使用裂纹砂轮.防护罩、砂轮的位里和装卡必须安全可靠。10)工作完毕要认真擦拭磨床,各滑动面涂上一层薄油,对各部位应做到无油垢、磨属、灰尘等杂物。11)对工件、附件、工具进行清理,摆放整齐。清扫工作场地。12)按自检自修范围:注意轧辊磨床的使用和保养。[1]定期保养1)定期修理时,应更换润滑油,清洗油箱必须将各机构清洗、擦拭干净。2)换油时必须清洗滤油器,异油线、油杯、油盘,并流通油路;所有导油线,建油毡应清洗压干后,浸油放入油盘、油槽内。3)油盘、油杯的滤油毡、导油线二周清洗一次;档毛毡垫每周清洗一次。4)冷却液每隔2~3周更换一次。更换时要彻底清洗冷却液箱,不许有残留旧液与其他杂质等,冷却液泵在3~4个月必须清洗一次。冷却浓的配制应符合规定。[2]5)按规定定期送检压力表。四个安全装置。四个急停按钮和四个安全装置是Pomini轧辊磨床中的主要组成部分。对于四个安全装置。
拖板进给机构由带减速装置的西门子交流伺服电机和经过精确预拉伸精密滚珠丝杆副组成,由数控系统通过交流伺服电机和圆光栅实现拖板的闭环位置控制。拖板采用滚珠丝杆传动,与国内外同类磨床所采用的传统齿轮齿条传动相比,具有机械传动链短、运动平稳、传动精度高、间隙小等优点。伺服电机及其控制系统磨床所有伺服电机全部采用西门子全数字化交流伺服电机,精度高可靠性高。头架控制系统头架采用西门子1PH7型交流主轴电机驱动,内装西门子Sine/Cos1Vpp,2048S/R光电编码器,完成头架速度及位置的闭环控制。头架可实现正向和反向旋转以及拨盘角度自动定位。交流主轴电机的采用使头架电机的维护工作量减少。针对轧辊驱动的特点头架采用了低额定转速、大启动扭矩的交流主轴电机,在保证重型轧辊启动需要的同时节约宝贵的能源。砂轮控制系统砂轮采用西门子1PH7型交流主轴电机驱动,内装西门子Sine/Cos1Vpp,2048S/R光电编码器,完成砂轮速度及位置的闭环控制。砂轮可实现正向和反向旋转以及角度自动定位。另外,交流主轴电机的采用极大地方便了砂轮电机的维护。砂轮采用了高达100KW的交流主轴电机,保证了磨床具有强力磨削能力,满足用户的轧辊快速大负荷加工要求。外圆磨床的砂轮修整一般采用金刚石修整器,以保持砂轮的形状和精度。
传动吸尘装置等部件构成。车头,磨头可转角度、用于修磨顶针及皮辊倒角用夹具,动平衡架,皮辊检测器三部件由客户定购。工作方法外圆磨床主要用来磨削外圆柱面和圆锥面,基本的磨削方法有两种:纵磨法和切入磨法。纵磨时(见图a),砂轮旋转作主运动(nt),进给运动有:工件旋转作圆周进给运动(nω),工件沿其轴线往复移动作纵向进给运动(fα),在工件每一纵向行程或往复行程终了时,砂轮周期地作一次横向进给运动(fr),全部余量在多次往复行程中逐步磨去。切入磨时(见图b),工件只作圆周进给(nω),而无纵向进给运动,砂轮则连续地作横向进给运动(fr),直到磨去全部余量达到所要求的尺寸为止。在某些外圆磨床上,还可用砂轮端面磨削工件的台阶面(见图c)。磨削时工件转动(nω),并沿共轴线缓慢移动(fα),以完成进给运动。普通外圆磨床:通用的外圆磨床,一般加工粗糙度Ra值可到。2、数控外圆磨床:数控外圆磨床是按加工要求预先编制程序,由控制系统发出数值信息指令进行加工,主要用于磨削圆柱形和圆锥形外表面的磨床。数控外圆磨床一般具有通用化、模块化程度高,高精度、高刚性、及高适应性等特点。外圆磨床是高精度磨床,用于加工圆柱形和圆锥形的外表面。嘉兴外圆磨床
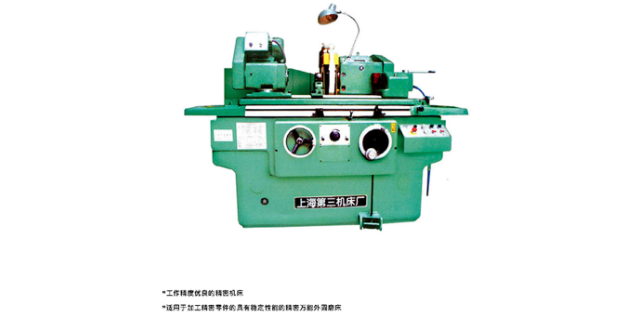
外圆磨床的床身是支撑和固定各个部件的基础,必须具有足够的刚性和稳定性。金华机床厂外圆磨床设备
应保持现场,切断电源,迅速报告,妥善处理。13.工作完毕后,应将砂轮退离工件,切断总电源,各手柄放置在空位上,恢复磨床正常状态,做好日常保养。14.认真填写交接班记录簿等有关记录。成型磨床是磨床的一种,利用高速旋转的砂轮进行磨削加工,包括平面磨床、内圆磨床、螺纹磨床、外圆磨床、丝锥磨床、工具磨床等。专业精密磨削各种内外弧槽,如:大小线轨滑块、中小型线轨、珠架及轨、交叉导轨等。2、标配磨削程式:半自动、自动滑块磨削、自动导轨磨削。3、前后进刀方式可选择:左侧、右侧、二侧;前后行程可示教方式单独输入。4、设置研磨总量后,可设粗磨、半精磨、精磨、超精磨、进刀量和光磨次数,可分设不同的左右速度。5、标配砂轮修整程式:磨削滑块自动修整、磨削线轨自动修整。6、砂轮自动修整、自动补偿,确保工件磨削尺寸的准能性。7、具备故障自诊断功能,报警画面自动显示报警提示。金华机床厂外圆磨床设备