商机详情 -
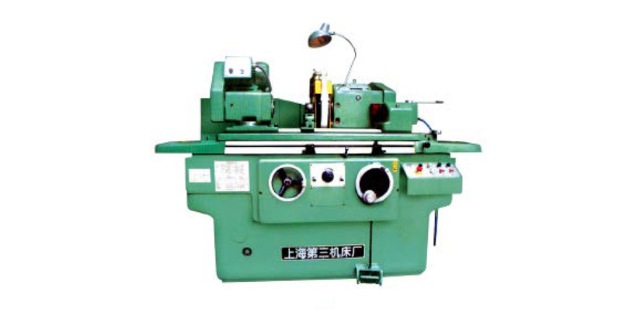
泰安数控外圆磨床供应
这种结构可以满足一般普通无心磨床的磨削精度要求,装配调整比较方便。(2)整体内锥滑动轴承与滚动轴承组合结构。这种结构前端采用1:30内锥轴承,后端采用一组单列向心推力球轴承。单列向心推力球轴承的轴向位置,既起到轴向定位作用,又起到调整前轴承的间隙量。此种结构同样可以满足一般普通无心磨床的精度要求。(3)短三片瓦液体动压滑动轴承。对于高精度无心外圆磨床的导轮主轴,要求其轴承间隙在几微米以内,以提高导轮主轴的刚度和回转精度。由于导轮主轴在工作时的转速较低,因此采用较粘的油液在间隙较小的情况下产生较高的油膜刚度以满足导轮主轴的理想刚度。从结构简图上可以看出,润滑主轴轴承的油液与润滑蜗轮蜗杆的润滑油是分离的,从而保证了主轴轴承的润滑油的清洁度。此结构在MG1020机床上采用。2、双支承导轮主轴结构形式。导轮主轴采用双支承形式的原因和优缺点基本与砂轮主轴双支承形式的原因和优缺点基本与砂轮主轴双支承形式相同。其内部结构采用短五片瓦液体动压滑动轴承的原理也与砂轮主轴的原理相同。其轴承的间隙量要比砂轮主轴的间隙量为小。导轮主轴的驱动与调速导轮主轴在运转中一般要求具有二种转速范围。即高速(用于修整导轮)和低速。外圆磨床的加工精度直接影响工件的质量和性能。泰安数控外圆磨床供应
拖板进给机构由带减速装置的西门子交流伺服电机和经过精确预拉伸精密滚珠丝杆副组成,由数控系统通过交流伺服电机和圆光栅实现拖板的闭环位置控制。拖板采用滚珠丝杆传动,与国内外同类磨床所采用的传统齿轮齿条传动相比,具有机械传动链短、运动平稳、传动精度高、间隙小等优点。伺服电机及其控制系统磨床所有伺服电机全部采用西门子全数字化交流伺服电机,精度高可靠性高。头架控制系统头架采用西门子1PH7型交流主轴电机驱动,内装西门子Sine/Cos1Vpp,2048S/R光电编码器,完成头架速度及位置的闭环控制。头架可实现正向和反向旋转以及拨盘角度自动定位。交流主轴电机的采用使头架电机的维护工作量减少。针对轧辊驱动的特点头架采用了低额定转速、大启动扭矩的交流主轴电机,在保证重型轧辊启动需要的同时节约宝贵的能源。砂轮控制系统砂轮采用西门子1PH7型交流主轴电机驱动,内装西门子Sine/Cos1Vpp,2048S/R光电编码器,完成砂轮速度及位置的闭环控制。砂轮可实现正向和反向旋转以及角度自动定位。另外,交流主轴电机的采用极大地方便了砂轮电机的维护。砂轮采用了高达100KW的交流主轴电机,保证了磨床具有强力磨削能力,满足用户的轧辊快速大负荷加工要求。青岛机床厂外圆磨床加工外圆磨床在加工过程中需要合理选择切削液,以提高加工效率和工件质量。
冷却液不足时应添加制成的冷却液。7)工作台的油盘、排冷却液的管和过健网,要经常磨屑、油垢、杂物等。8)随时注意清扫导轨、工作台等部位的磨屑、灰尘、油垢等,确保磨床在运转中不致发生拉伤、擦伤等现象。9)经常检查砂轮,不准使用裂纹砂轮.防护罩、砂轮的位里和装卡必须安全可靠。10)工作完毕要认真擦拭磨床,各滑动面涂上一层薄油,对各部位应做到无油垢、磨属、灰尘等杂物。11)对工件、附件、工具进行清理,摆放整齐。清扫工作场地。12)按自检自修范围:注意轧辊磨床的使用和保养。[1]定期保养1)定期修理时,应更换润滑油,清洗油箱必须将各机构清洗、擦拭干净。2)换油时必须清洗滤油器,异油线、油杯、油盘,并流通油路;所有导油线,建油毡应清洗压干后,浸油放入油盘、油槽内。3)油盘、油杯的滤油毡、导油线二周清洗一次;档毛毡垫每周清洗一次。4)冷却液每隔2~3周更换一次。更换时要彻底清洗冷却液箱,不许有残留旧液与其他杂质等,冷却液泵在3~4个月必须清洗一次。冷却浓的配制应符合规定。[2]5)按规定定期送检压力表。四个安全装置。四个急停按钮和四个安全装置是Pomini轧辊磨床中的主要组成部分。对于四个安全装置。
确保了传动系统始终处于无间隙状态,从而可以获得很高的曲线磨削精度。砂轮速度粗、精磨钢质轧辊25~35m/s粗、精磨冷硬铸铁轧辊20~25m/s超精磨削、镜面磨削时15~20m/s。(2)工件(轧辊)速度粗磨时30~50m/min精磨时15~30m/min精密抛光磨削时10~15m/min当磨削细长辊子时应采用低速,尤其是磨削辊身尺寸小的光压延辊时,工件轧辊的速度小于10m/min。(3)拖板纵向进给速度粗磨时240~600m/min;或取工件每转拖板纵向进给量约为砂轮宽度的2/3~3/4。精磨时80~200m/min;或取工件每转拖板纵向进给量约为砂轮宽度的1/4~1/2。(4)拖板每往复行程横进给量粗磨时横进给量应根据轧辊的硬度和磨削辊面的直径而定,一般取。对于材料硬、辊颈大的轧辊,应减小横进给量。精磨时。精密抛光磨削时。操作规程1、操作人员经考试合格取得操作证,方准进行操作,操作者应熟悉本机的性能、结构等,并要遵守安全和交接班制度。2、操作者必须根据磨床说明书的要求,详细了解并熟记各润滑部位,润滑方法及润滑油的种类、牌号,按磨床润滑图表的规定进行给油保养。3、开工前,应按规定穿戴好防护用品,对照交接班记录薄,对磨床各部位进行详细检查,发现问题应及时逐级报告。外圆磨床是制造业的重要设备,需要不断提高操作和维护技能。

将此少量磨损值经过对刀放在刀具磨耗补正处。这里建议刀尖磨损值可放在磨耗补正处,但刀具的长度补偿值应放在刀具长度补偿处。因为在程序中如指定了换刀指令、刀补号,程序先执行换刀指令,再执行刀具的长度补偿。而刀具的磨耗补正恰好相反,程序先执行刀具的磨耗补正,后进行换刀操作。如果磨耗补正值过大,刀具易撞在机床工作台上发生危险。Z轴检验数控机床大多带有图形校验功能,但多为二维图形校验。在数控铣床、加工中心中只能对X轴、Y轴图形进行校验,Z轴值则无法图形检查。所以不能认为,图形正确程序就正确,还需对Z轴值进行试验,对G00或G01、G02等指令的使用进行检查,以免发生事故。程序加工在西门子系统进行零件程序加工时,需选择对应的程序名,如果操作人员在点击了所要的程序后只按‘打开’按纽,则显示区的工作区内显示的为刚打开的程序,但在其右上角显示的仍为上一次自动循环加工所选程序,此时若按“循环启动”命令,则加工程序为右上角所显示的程序,而不是刚刚打开想要加工的程序(这点与常用的Windows操作系统习惯有所区别),而出现误加工,甚至造成安全事故。正确操作是操作人员点击了所要加工的程序后,须按“选择”键确认选择该程序。操作人员经考试合格取得操作证。外圆磨床的头架和尾座是支撑和固定工件的部件,可以调节工件的位置和长度。河源机床厂外圆磨床生产厂家
外圆磨床的砂轮在使用过程中需要不断修整,以保持其形状和精度。泰安数控外圆磨床供应
床身调整垫铁间距短,刚性强,床身精度不易变化。砂轮床身为1200mm导轨间距的宽体床身,配备的伸缩式不锈钢防护罩保证生锈,安装在砂轮床身内的精密滚珠丝杆,用于驱动大拖板(Z轴)头架采用三级三角皮带传动保证了传动的平稳和精度;使用交流主轴电机驱动能使头架实现正向和反向旋转;头架的位置控制功能,可实现拨盘角度自动定位,方便轧辊的吊装,减少辅助时间。头架润滑系统选用了油脂泵,可实现自动定时给油。尾架尾架移动采用电动驱动方式,液压自动锁紧。尾架配备大行程(1000mm)液压套筒。砂轮主轴系统砂轮主轴前后径后轴承均采用高精度动静压轴承,主轴轴向采用高精度推力轴承。另外,在后轴承设计中增强了工作腔动静压轴承的静态压力效果,以克服较大皮带拉力对轴瓦造成的损伤。主轴动静压轴承具有回转精度高,稳定性好,动态刚性强,不易振动等特点。磨架及其进给机构磨架采用单层整体结构,具有很高的刚性,磨架导轨为贴塑静压导轨,磨架进给机构由带减速装置的西门子交流伺服电机和经过精确预拉伸的精密滚珠丝杆副组成,具有很高的进给精度和灵敏度。拖板Z轴拖板采用V-平形形式的贴塑静压导轨。泰安数控外圆磨床供应