商机详情 -
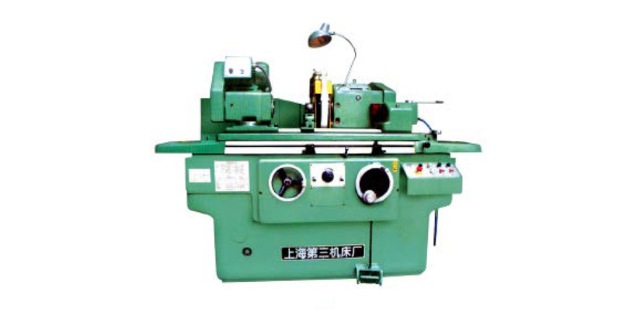
汕头机床厂外圆磨床维修
7)珩磨机:主要用于加工各种圆柱形孔(包括光孔、轴向或径向间断表面孔、通孔、盲孔和多台阶孔),还能加工圆锥孔、椭圆形孔、余摆线孔。(8)研磨机:用于研磨工件平面或圆柱形内,外表面的磨床。(9)导轨磨床:主要用于磨削机床导轨面的磨床。(10)工具磨床:用于磨削工具的磨床。(11)多用磨床:用于磨削圆柱、圆锥形内、外表面或平面,并能用随动装置及附件磨削多种工件的磨床。(12)磨床:从事对某类零件进行磨削的机床。按其加工对象又可分为:花键轴磨床、曲轴磨床、凸轮磨床、齿轮磨床、螺纹磨床、曲线磨床等。(13)端面磨床:用于磨削齿轮端面的磨床。根据磨床的运动特点及工艺要求,对电力拖动及控制有如下要求:1.砂轮的旋转运动一般不要求调速,由一台三相异步电动机拖动即可,且只要求单向旋转。容量较大时,可采用Y-三角形降压启动。2.为保证加工精度,使其运行平稳,保证工作台往复运动换向时惯性小无冲击,故采用液压传动实现工作台往复运动和砂轮箱横向进给。十八世纪30年代,为了适应钟表、自行车、缝纫机和等零件淬硬后的加工,英国、德国和美国分别研制出使用天然磨料砂轮的磨床。这些磨床是在当时现成的机床如车床、刨床等上面加装磨头改制而成的。外圆磨床的砂轮是磨削工件的关键部件,必须具有高硬度和高精度。汕头机床厂外圆磨床维修
此时如用此刀补进行加工极易出现打刀事件。数据显示再如在“JOG”方式下选择“手轮方式”,系统会要求进行X轴或Z轴的确认,如不确认,则刀架仍以先前方向进行移动,容易造成刀架错移动,发生打刀情况。零点偏置在现代数控系统操作中,人们经常会使用G54~G59胶带机中某一零点偏置指令来设定工件零点在机床坐标系中的位置(工件零点以机床零点为基准偏移)。使用此种方法应注意是否使用了刀具补偿,刀补值的设定是以哪点为基准点进行设置的。如果以机床原点距工件的位移为刀补值,则再使用零点偏置指令就会出现坐标系定位错误,给操作带来危险。所以一旦使用了G54等零点偏置指令应注意在操作完毕后应及时使用指令取消可设定零点偏置。同样道理,在FANUC系统中存在着“工位移双色球”,所谓“工位移”是指程序、刀具刀补、工件坐标系等数值不变,假想工件进行平移,即相当于工件坐标系往相反方向移动。利用此法可在不移动毛坯、不重建坐标系的情况下进行多件加工。使用“工位移”应注意用后取消其值,否则其他操作者在不知情的情况下,操作该机床易出现工件坐标系错误定位等情况,易发生打刀现象,造成安全事故。磨耗补正刀具的磨耗补正是指在对好刀、建立好刀补值后,刀具经过使用出现磨损。徐州新钐外圆磨床供应外圆磨床的加工精度取决于机床本身的精度、砂轮的精度、工件的精度以及加工工艺等因素。

制造成本较高,占地面积亦大。2、双支承形式的砂轮主轴结构双支承形式的砂轮主轴结构一般在砂轮宽度大、砂轮架移动式无心磨床上采用。这是为了提高较宽砂轮的砂轮主轴的刚度和回转精度而设计的。其结构是在主轴两端各配置一套短五片瓦液体动压润滑轴承。其唯*的不足之处是砂轮装卸费时、困难,装卸砂轮时要注意做好清洁工作和防止磕碰,以免影响主轴回转精度。导轮主轴结构及支承形式导轮主轴在无心磨床上的功能,既是工件的定位基准,又要驱动工件匀速回转还要在通磨时保证工件匀速向前运动。要提高无心磨床的磨削精度,就必须提高导轮主轴的刚度和回转精度。刚度和回转精度的提高与轴承的结构和支承形式有相关。常用的几种导轮主轴支承形式及结构介绍如下:1、悬伸式导轮主轴支承结构。在砂轮架固定式无心外圆磨床中,当导轮直径和宽度尺寸不大的中小型机床上,较多采用此种支承结构形式。其优点是结构简单、导轮装卸方便。以内部结构差别区分,有以下三种悬伸式导轮主轴结构。(1)前后二个整体内锥滑动轴承。其内锥孔一般均采用1:30锥度,孔内加工有“∞”字形润滑油槽。调整主轴的轴向位置就可以精密的调整轴承的间隙。主轴的轴向位置由双面止推轴承控制。
这样就带来砂轮输出转速/力矩不同变化,相应会产生振刀纹/烧糊纹等,磨削精度很难保证,由此造成生产效率低,精品率低等。随着电力电子技术发展,变频调速技术越来越普及,机械加工行业变频器应用收到很好效果。其中,以变频器无级调速,软启动,恒转矩输出极大满足了机械加工设备对恒速度/恒转矩要求。随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。(1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外表面的磨床。(2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形内表面的磨床。此外,还有兼具内外圆磨的磨床。(3)坐标磨床:具有精密坐标定位装置的内圆磨床。(4)无心磨床:工件采用无心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。例如轴承轴支等。(5)平面磨床:主要用于磨削工件平面的磨床。a.手摇磨床适用于较小尺寸及较高精度工件加工,可加工包括弧面、平面、槽等的各种异形工件。b.大水磨适用于较大工件的加工,加工精度不高,与手摇磨床相区别。(6)砂带磨床:用快速运动的砂带进行磨削的磨床。。外圆磨床的加工效率与砂轮的选择和使用密切相关。
它们结构简单,刚度低,磨削时易产生振动,要求操作工人要有很高的技艺才能磨出精密的工件。1876年在巴黎博览会展出的美国布朗-夏普公司制造的外圆磨床,是具有现代磨床基本特征的机械。它的工件头架和尾座安装在往复移动的工作台上,箱形床身提高了机床刚度,并带有内圆磨削附件。1883年,这家公司制成磨头装在立柱上、工作台作往复移动的平面磨床。1900年前后,人造磨料的发展和液压传动的应用,对磨床的发展有很大的推动作用。随着近代工业特别是汽车工业的发展,各种不同类型的磨床相继问世。例如20世纪初,先后研制出加工气缸体的行星内圆磨床、曲轴磨床、凸轮轴磨床和带电磁吸盘的活塞环磨床等。自动测量装置于1908年开始应用到磨床上。到了1920年前后,无心磨床、双端面磨床、轧辊磨床、导轨磨床,珩磨机和超精加工机床等相继制成使用;50年代又出现了可作镜面磨削的高精度外圆磨床;60年代末又出现了砂轮线速度达60~80米/秒的高速磨床和大切深、缓进给磨削平面磨床;70年代,采用微处理机的数字控制和适应控制等技术在磨床上得到了的应用。磨削加工应用较为,是机器零件精密加工的主要方法之一。但是,由于磨床砂轮的转速很高。外圆磨床在使用过程中需要注意安全操作规程,避免发生意外事故。汕尾立式外圆磨床
砂轮修整器的精度对外圆磨床的加工精度有重要影响。汕头机床厂外圆磨床维修
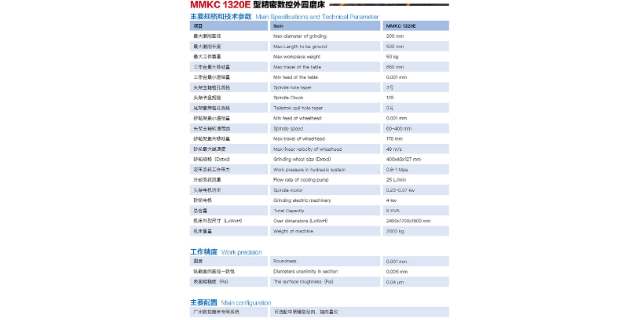
3、高精密外圆磨床:比普通外圆磨床可大幅度提高磨削效率和磨削工件的加工质量,从而降低劳动成本。4、普通外圆磨床型号:M1320-520,M1320-750,M1332B-1000,M1332B-1500,M1332B-2000。5、外圆磨床型号:M1420-520,M1420-750,M1432B-1000,M1432B-1500,M1432B-2000。砂轮主轴轴承采用锥形成型油楔动压轴承、砂轮主轴在低速是仍具有高的轴承刚度。2、砂轮架导轨采用交叉滚柱刚导轨,半自动进给机构采用回转式油缸实现。3、尾架轴系具有无间隙刚度的特点,电器箱,液压箱冷却箱与机床分离。4、富有磨削指示仪及冷却液过滤器。5、头架速度才有那个交流变频无级调速。6、电气采用可编程序控制器(plc),具有自诊断功能、维修十分方便。7、可选配自动测量仪。头架、尾座的等高度对工件尺寸精度的影响。磨头、头架、尾座的等高度误差将使头架、尾座中心连线与砂轮主轴轴线在空间发生偏移,此时磨出的工件表面将是一个双曲面。2、头架、尾座中心连线对磨头主轴轴线在水平面内的平行度误差对工件尺寸精度的影响。当发生该项误差时,外圆磨床磨出的工件外形将是一个锥体,即砂轮成角度磨削,表面有螺旋形磨纹。3、磨头移动相对于机床导轨垂直度误差对加工精度的影响。汕头机床厂外圆磨床维修