商机详情 -
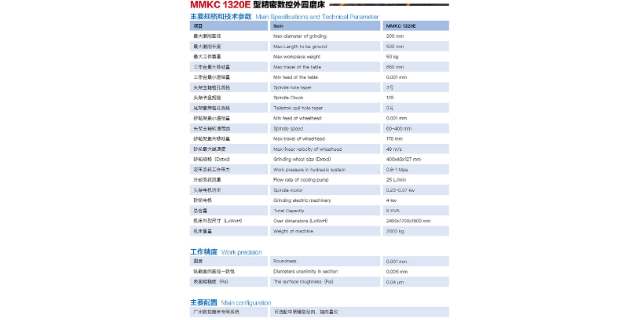
上海数控外圆磨床采购
有以下几种运动:1.砂轮的高速旋转运动是磨削外圆的主运动。2.工件随工作台的纵向往复运动是磨外圆的纵向进给运动。3.工件由头架主轴带动旋转是磨削外圆的圆周进给运动。4.砂轮做周期性的横向进给运动。③端面外圆磨床:砂轮架绕竖直轴线斜置一个角度,并将砂轮表面修成与工件轴线平行和垂直的两个磨削面,可同时磨削工件的外圆和轴肩端面,一般用于批量生产。此外,还有高效率的双砂轮架外圆磨床和多砂轮外圆磨床,它们可同时磨削两个或多个轴颈,适用于大批量生产。无心外圆磨床无心磨床,是不需要采用工件的轴心而施行磨削的一类磨床。是由磨削砂轮,调整轮和工件支架三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,至于工件支架乃在磨削时支撑工件,这三种机件可有数种配合的方法,但停止研磨除外,原理上都相同。无心外圆磨床按照砂轮架、托架在床身上的相对位置,可以分为三种基本结构形式:1、砂轮架固定式砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。砂轮和导轮主轴一般均采用悬伸式支承结构。外圆磨床由基础床身、工作台、头架、尾座、砂轮架、横向进给机构、电器和液压装置等主要部件组成。上海数控外圆磨床采购

其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,工件支架在磨削时支撑工件。无心外圆磨床生产率较高。多用于大量生产,易于实现自动化。普通外圆磨削普通外圆磨削如下图所示,利用工件两端的*尖孔,把工件支承在磨床的头架及尾座*尖间,磨削时工件在主轴带动下作旋转运动,砂轮作横向进给。磨削的特点区别连续加工,无需退刀,装夹工件等时间短,生产率高。托架和导轮定位机构比普通外圆磨床*尖、中心架机构支承刚性好,切削量可以较大,并有利于细长轴类工件的加工,易于实现高速磨削和强力磨削。无心外圆磨床工件靠外圆在定位机构上定位,磨削量是工件直径上的余量,故砂轮的磨损、进给机构的补偿和切入机构的重复定位精度误差对零件直径尺寸精度的影响,只有普通外圆磨床的一半,不需打中心孔,且易于事先上、下料自动化。宽砂轮无心磨床通过式机构、可采用加大每次的加工余量,在切入磨时可对复杂型面依次形磨削或多砂轮磨削,生产率高,适用范围广。无心外圆磨床无保证磨削表面与非磨削表面的相对位置精度(同轴度,垂直度等)的机构,磨削周向断续的外表面时圆度较差。磨削表面易产生奇数次棱圆度。衢州二手外圆磨床加工外圆磨床在加工过程中需要对砂轮进行定期修整,以保证其形状和精度。
床身调整垫铁间距短,刚性强,床身精度不易变化。砂轮床身为1200mm导轨间距的宽体床身,配备的伸缩式不锈钢防护罩保证生锈,安装在砂轮床身内的精密滚珠丝杆,用于驱动大拖板(Z轴)头架采用三级三角皮带传动保证了传动的平稳和精度;使用交流主轴电机驱动能使头架实现正向和反向旋转;头架的位置控制功能,可实现拨盘角度自动定位,方便轧辊的吊装,减少辅助时间。头架润滑系统选用了油脂泵,可实现自动定时给油。尾架尾架移动采用电动驱动方式,液压自动锁紧。尾架配备大行程(1000mm)液压套筒。砂轮主轴系统砂轮主轴前后径后轴承均采用高精度动静压轴承,主轴轴向采用高精度推力轴承。另外,在后轴承设计中增强了工作腔动静压轴承的静态压力效果,以克服较大皮带拉力对轴瓦造成的损伤。主轴动静压轴承具有回转精度高,稳定性好,动态刚性强,不易振动等特点。磨架及其进给机构磨架采用单层整体结构,具有很高的刚性,磨架导轨为贴塑静压导轨,磨架进给机构由带减速装置的西门子交流伺服电机和经过精确预拉伸的精密滚珠丝杆副组成,具有很高的进给精度和灵敏度。拖板Z轴拖板采用V-平形形式的贴塑静压导轨。
向二侧呈渐薄形减小。此轴承结构的瓦轴加工工艺较复杂,在调整间隙时,要求调整的技术水平较高,故此在新产品设计中一般不再采用此种形式。本厂产品中尚有MT1040A仍然采用这类轴承结构形式。(4)液压静压轴承,这类轴承的承载形式是借助液压系统,强制地将压力润滑液体(一般为油液),输入轴与轴承的间隙内(油腔),利用液体的静止压力支承载荷的一种滑动轴承。这类轴承的轴在运动中应是处在纯液体摩擦状态中,理论上呈无磨损状态,因而具有下列优点:a、与动压滑动轴承比较,静压轴承的承载能力取决于轴承结构尺寸及供油系统压力,与轴的转速、润滑液的粘度等几乎无关,即使主轴处在静止或低速状态下,只要供油系统有规定的压力油供给,静压轴承也同样具有较高的承载能力。b、静压轴承的油膜刚度高,通常情况下要比主轴本身的刚度略高。c、由于主轴周围的油膜刚度较高,因此静压轴承的抗震性要比滚动轴承好得多。d、静压轴承由于摩擦系数小,因此起动力矩亦小,轴的磨损极少,故此寿命较长,一般情况下不需要经常维修及调整。对于静压轴承的使用不多,*在MGT1050、外圆磨床M1380B等机床上采用。因为静压轴承的使用,必须具备一套油液过滤十分清洁的液压系统。外圆磨床的操作需要严格遵守规程,确保工件的质量和安全性。

如因停电或其他原因必须离开时,应将砂轮离开工件后停车。重新开动磨床时,应确认各部无异状后方准开车。9、磨床工作时,应注意各传动部分状态,如油温和油压是否正常,冷却液是否畅通准确地浇到工件上;油泵与电机的温度是否正常,有否异状异音;各操作手柄是否位里正确,各紧固件有否松动位移等。10、禁止在工作台面与油漆表面放置金属物品。11、禁止在工作台面及床体上敲打、拆装、矫直工件。12、磨床发生事故后,应保持现场,切断电源.迅速报告,妥善处理。13、工作完毕后,应将砂轮退离工件,切断总电源,各手柄放置在空位上。恢复磨床正常状态,做好日常保养。14、认真填写交接班记录簿等有关记录。[2]日常保养1)必须根据轧辊磨床说明书的要求,在各润滑部位,按规定的润滑方法及润滑油的种类、牌号,按磨床润滑图表的规定,进行给油保养。2)润滑油注入油箱及其他容器前,应经建油网过滤,油箱油量必须达到油标线。3)油壶、等感油器具必须清洁完整,不同牌号的油脂不准混装。4)油箱内不得留有好毛杂质,油箱中润滑油如有沉淀、起垢、积水等现象应立即更换。5)凡软于油杯润滑部位,每班至少拧进二扣以上。6)禁止向冷却液中加水。外圆磨床的加工精度取决于机床本身的精度、砂轮的精度、工件的精度以及加工工艺等因素。枣庄机床厂外圆磨床厂家
外圆磨床的砂轮和砂轮修整器是关键部件,需要定期检查和维护。上海数控外圆磨床采购
主要是黄色、对中测量尺、两个传感器和防撞橡胶条。这四个安全装置都属于敏感部件,是安全保护装置。如果在使用过程中碰触其中的一个装置,都会导致程序的立刻停止。,在对轧辊进行吊装的时候,一定要打开黄色,只有运行程序的时候才能将其关闭。第二,两个传感器是固定在床头箱后面的,能够防止轧辊和头架被砂轮碰撞。在实际的磨削中,轧辊还没有达到标准的磨削,机床就开始报警,安全装置就会被碰触,这样磨削就会自动终止。虽然进行复位,但是报警还是不能消除。在不断的检查和分析之后,发现传感器上存在污渍沾染,进而导致光线信号的不能正常发射,信号不能被接收器正常接收,出现了CNC的误判,发生报警。这种情况下,就需要对两个传感器进行定期清洗。在工作原理上,传感器是的通过光线的强弱来对轧辊、头架的靠近距离进行判断。因此清晰度是非常关键的。同时传感器在安装的时候也不能碰撞,容易导致支架变形。第三,测量尺在砂轮架上作用主要是对中轧辊,粗调托瓦。测量尺放下,正好位于旋转中心线,对托瓦进行粗调后,要固定测量尺,并且一定要将螺钉固定到位,和位置传感器接触,从而让CNC能够更好地接收到信号。2)软着陆。如果彻底下降软着陆,在操作台上面。上海数控外圆磨床采购