商机详情 -
烟台立式外圆磨床加工
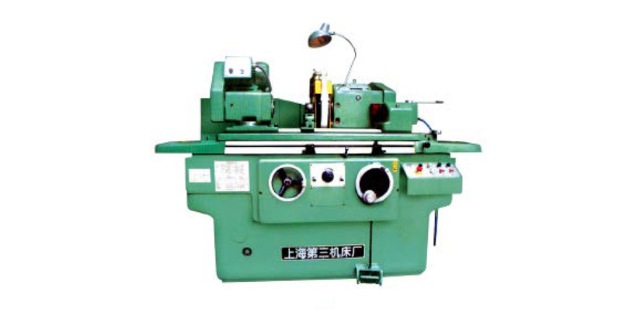
还需要根据实际情况对砂轮和冷却液进行调整和优化,以达到*佳的加工效果。外圆磨床的自动化和智能化是未来发展的重要趋势。随着工业,外圆磨床将进一步实现自动化和智能化,提高加工效率和精度。通过引入自动化上下料系统和CNC控制系统等先进技术,外圆磨床将能够实现高效、高精度的加工,并减少人工干预和操作人员的劳动强度。同时,智能化外圆磨床还能够实现远程监控、故障诊断等智能功能,为机械加工行业带来更加便捷高效的生产体验。外圆磨床的精度和稳定性对其加工效果有着至关重要的影响。高精度的外圆磨床能够保证加工出的零件具有更高的精度和质量,提高产品的性能和使用寿命。而稳定的运行状态能够保证加工过程的连续性和一致性,减少设备故障和生产中断。因此,选择具有高精度和高稳定性的外圆磨床是机械加工中的重要考虑因素。随着环保意识的不断提高,绿色制造成为机械加工行业的重要发展方向。外圆磨床作为机械加工中的重要设备,也需要关注其环保性能。选择低噪音、低能耗、低排放的外圆磨床能够有效降低生产过程中的环境污染,符合绿色制造的发展趋势。同时,合理使用冷却液和其他辅助材料也能够减少资源消耗和废弃物的产生,实现绿色生产。在机械加工中。外圆磨床由基础床身、工作台、头架、尾座、砂轮架、横向进给机构、电器和液压装置等主要部件组成。烟台立式外圆磨床加工
使其停止供水,以免再开机时造成砂轮不平衡,直至甩干水分后,将砂轮、导轮电源开关到OFF位置。18:砂轮、导轮停止后,方可将油压开关打到OFF位置(不可先停油压马达,以免失油磨损轴瓦及主轴)。多用磨床床兼有外圆磨床和的功能,工作台可以由液压驱动,往复运动平稳(无级调速),也可以手动。能磨削各种圆柱、圆锥零件的内外表面。能磨削平面及斜面。用相应的附件可以刃磨各种刀具,如各种铣刀、铰刀、插齿刀、车刀、刨刀等。该机床刚性好,精度高,操作灵活,维修方便。轧辊磨床为金属切削机床,由床身、头架、尾架、托架、纵横拖板、磨头、测量架及电气数控系统组成,分为承载系统、驱动系统、磨削系统、测量系统和控制系统五个子系统。工件由头架、尾架和托架支撑,并由头架驱动旋转。数控系统根据轧辊表面母线的数学模型,控制机床作多轴复合运动,在运动过程中实现砂轮对辊面金属的磨削。在线测量系统实时地将测量数据反馈给磨床控制系统,并由控制系统对机床出闭环控制,从而完成对工件的精密加工。国内轧辊磨床主要型号有:MK8440、MK8450、MK8463、MK8480、MK84100、MK84125、MK84160、MK84200、MK84250、MK84300。床身采用砂轮床身与工件床身分离的结构。宿迁机床厂外圆磨床批发外圆磨床在加工过程中需要保持砂轮的高速旋转,以产生强大的切削力,从而实现对工件的磨削。
因此对数控轧辊磨床传动机构要求很高,对机床工作精度要求也较高。同时良好的磨削工艺参数以及砂轮和冷却液也是轧辊磨削精度和表面质量的重要保证。(1)提高导轨精度根据床身V型导轨、床身平面导轨、拖板座V型导轨、拖板座平面导轨的精度要求,对导轨进行刮研,提高其接触精度。(2)通过滚珠丝杠的预紧力和轴向间隙调整,提高丝杠的传动精度对于数控磨床,普遍采用滚珠丝杠进行传动。因此滚珠丝杠的传动精度对加工精度影响很大。以双螺母调整方式为例,机械调整方面可以调整单个螺母安装到丝杠上的间隙,轴向间隙一般调整到mm左右。螺母间隙调整好后,开始配垫片。选配量块插入两螺母中间,然后测量转矩,若转矩在图样要求范围内,则按量块尺寸配磨垫片;若转矩不在图样要求范围内,则重新更换量块,再测转矩直到符合要求为止。另外,可通过数控系统参数里面的反向间隙补偿参数对丝杠间隙进行补偿,从而提高滚珠丝杠的传动精度。(3)提高砂轮主轴轴承的精度对于动压轴承,对轴瓦进行修刮,使接触点达到12~14点/25mm×25mm,从而保证砂轮主轴和轴瓦之间的间隙调整到mm。而对于静压轴承,检查前后轴承油腔压力是否正常,保证间隙达到。用千分表进行测量。
这种结构可以满足一般普通无心磨床的磨削精度要求,装配调整比较方便。(2)整体内锥滑动轴承与滚动轴承组合结构。这种结构前端采用1:30内锥轴承,后端采用一组单列向心推力球轴承。单列向心推力球轴承的轴向位置,既起到轴向定位作用,又起到调整前轴承的间隙量。此种结构同样可以满足一般普通无心磨床的精度要求。(3)短三片瓦液体动压滑动轴承。对于高精度无心外圆磨床的导轮主轴,要求其轴承间隙在几微米以内,以提高导轮主轴的刚度和回转精度。由于导轮主轴在工作时的转速较低,因此采用较粘的油液在间隙较小的情况下产生较高的油膜刚度以满足导轮主轴的理想刚度。从结构简图上可以看出,润滑主轴轴承的油液与润滑蜗轮蜗杆的润滑油是分离的,从而保证了主轴轴承的润滑油的清洁度。此结构在MG1020机床上采用。2、双支承导轮主轴结构形式。导轮主轴采用双支承形式的原因和优缺点基本与砂轮主轴双支承形式的原因和优缺点基本与砂轮主轴双支承形式相同。其内部结构采用短五片瓦液体动压滑动轴承的原理也与砂轮主轴的原理相同。其轴承的间隙量要比砂轮主轴的间隙量为小。导轮主轴的驱动与调速导轮主轴在运转中一般要求具有二种转速范围。即高速(用于修整导轮)和低速。外圆磨床的电器和液压装置是控制机床运动的重要部件,必须具有高精度和高稳定性。

严禁使用者超越自检自修范围自行拆卸处理。(9)检查冷却泵的电机运转是否正常,冷却液是否畅通。(10)装卡砂轮时,砂轮和压板间应垫以~,必须用**扳手,均匀用力紧固,不许用加长管子紧固,以免使砂轮胀裂。(11)砂轮装好后应空载运转5min,操作者应避开正面,确认砂轮运转正常后,方准使用。5.工件的装卡必须符合规定。对因故中断加工的工件,必须确认状态良好后,方准开车工作。6.加工工件时,必须事先工件上的油垢、黒污及灰尘等;根据加工件的材质合理选用砂轮和磨削量,严禁磨能工件毛坯。\r7.装卡和测量工件时,必须使砂轮退离工件和停车。工件与砂轮未离开时,不得中途停车。砂轮在接近工件时,不准用机动送给。8.工作时,禁止操作者离开磨床或托人代管。如因停电或其他原因必须离开时,应将砂轮离开工件后停车。重新开动磨床时,应确认各部无异状后方准开车。9.磨床工作时应注意各传动部分状态,如油温和油压是否正常,冷却液是否畅通准确地浇到工件上,油泵与电机的温度是否正常,有否异状、异音,各操作手柄是否位置正确,各紧固部件有否松动移位等。10.禁止在工作台面与油漆表面放置金属物品。11.禁止在工作台面及床体上敲打、拆装、校直工件。12.磨床发生事故后。外圆磨床在使用过程中需要注意安全操作规程,避免发生意外事故。广州外圆磨床
外圆磨床在加工过程中需要对砂轮进行定期修整,以保证其形状和精度。烟台立式外圆磨床加工
这样就带来砂轮输出转速/力矩不同变化,相应会产生振刀纹/烧糊纹等,磨削精度很难保证,由此造成生产效率低,精品率低等。随着电力电子技术发展,变频调速技术越来越普及,机械加工行业变频器应用收到很好效果。其中,以变频器无级调速,软启动,恒转矩输出极大满足了机械加工设备对恒速度/恒转矩要求。随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。(1)外圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形外表面的磨床。(2)内圆磨床:是普通型的基型系列,主要用于磨削圆柱形和圆锥形内表面的磨床。此外,还有兼具内外圆磨的磨床。(3)坐标磨床:具有精密坐标定位装置的内圆磨床。(4)无心磨床:工件采用无心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转,主要用于磨削圆柱形表面的磨床。例如轴承轴支等。(5)平面磨床:主要用于磨削工件平面的磨床。a.手摇磨床适用于较小尺寸及较高精度工件加工,可加工包括弧面、平面、槽等的各种异形工件。b.大水磨适用于较大工件的加工,加工精度不高,与手摇磨床相区别。(6)砂带磨床:用快速运动的砂带进行磨削的磨床。。烟台立式外圆磨床加工