商机详情 -
南通大型外圆磨床批发
床身调整垫铁间距短,刚性强,床身精度不易变化。砂轮床身为1200mm导轨间距的宽体床身,配备的伸缩式不锈钢防护罩保证生锈,安装在砂轮床身内的精密滚珠丝杆,用于驱动大拖板(Z轴)头架采用三级三角皮带传动保证了传动的平稳和精度;使用交流主轴电机驱动能使头架实现正向和反向旋转;头架的位置控制功能,可实现拨盘角度自动定位,方便轧辊的吊装,减少辅助时间。头架润滑系统选用了油脂泵,可实现自动定时给油。尾架尾架移动采用电动驱动方式,液压自动锁紧。尾架配备大行程(1000mm)液压套筒。砂轮主轴系统砂轮主轴前后径后轴承均采用高精度动静压轴承,主轴轴向采用高精度推力轴承。另外,在后轴承设计中增强了工作腔动静压轴承的静态压力效果,以克服较大皮带拉力对轴瓦造成的损伤。主轴动静压轴承具有回转精度高,稳定性好,动态刚性强,不易振动等特点。磨架及其进给机构磨架采用单层整体结构,具有很高的刚性,磨架导轨为贴塑静压导轨,磨架进给机构由带减速装置的西门子交流伺服电机和经过精确预拉伸的精密滚珠丝杆副组成,具有很高的进给精度和灵敏度。拖板Z轴拖板采用V-平形形式的贴塑静压导轨。外圆磨床的工作台是支撑和固定工件的重要部件,必须具有高精度和高稳定性。南通大型外圆磨床批发
5张)、砂轮片的安装图片参考资料:[2]砂轮片一般由法兰盘安装。法兰盘的法兰盘底座、法兰盖、衬垫、内六角螺钉等组成。安装要求:(1)砂轮片的安装基面应无明显的缺陷。(2)砂轮片的轴线相对于法兰盘轴线不能用明显的歪斜或偏心。(3)安装砂轮片时一般应取厚纸作为衬垫,以保证砂轮片在安装压紧时的压力能均匀分布在整个砂轮片端面上。砂轮片的注意事项(1)平衡架调整时,调节螺钉应作微量调整,旋转动作不可过大。(2)砂轮片连同平衡心轴放上平衡架后,应防止砂轮片从平衡架上滑下而损坏砂轮。(3)转动砂轮片时,应轻微缓慢,用力不能过大。(4)平衡块也需微量移动。(5)随时注意平衡心轴于平衡圆柱导轨垂直。6、砂轮修整器的使用与调整大型数控外圆磨床是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床。利用磨具对工件表面进行磨削加工机床。具有高精度、多角度多方式磨削的能力,带端面的外圆磨削2轴同时控制,可以外径与端面同时磨削、而且可以分别设定外径、端面的磨削条件。使用广,能加工各种圆柱形圆锥形外表面及轴肩端面磨床。数控外圆磨床还带有内圆磨削附件,可磨削内孔锥度较大内、外锥面。本设备是引进先进技术。淄博外圆磨床加工外圆磨床的床身是支撑和固定各个部件的基础,必须具有足够的刚性和稳定性。

应保持现场,切断电源,迅速报告,妥善处理。13.工作完毕后,应将砂轮退离工件,切断总电源,各手柄放置在空位上,恢复磨床正常状态,做好日常保养。14.认真填写交接班记录簿等有关记录。成型磨床是磨床的一种,利用高速旋转的砂轮进行磨削加工,包括平面磨床、内圆磨床、螺纹磨床、外圆磨床、丝锥磨床、工具磨床等。专业精密磨削各种内外弧槽,如:大小线轨滑块、中小型线轨、珠架及轨、交叉导轨等。2、标配磨削程式:半自动、自动滑块磨削、自动导轨磨削。3、前后进刀方式可选择:左侧、右侧、二侧;前后行程可示教方式单独输入。4、设置研磨总量后,可设粗磨、半精磨、精磨、超精磨、进刀量和光磨次数,可分设不同的左右速度。5、标配砂轮修整程式:磨削滑块自动修整、磨削线轨自动修整。6、砂轮自动修整、自动补偿,确保工件磨削尺寸的准能性。7、具备故障自诊断功能,报警画面自动显示报警提示。
防尘毡垫密贴良好;④检查电气系统(电动机、配电箱、安全灯、导线、接地线)是否良好,无短路,周围环境应清洁;⑤按活塞杯外国磨床说明书规定的润滑处所,顺次注入润滑油;⑥接通总电源,顺次启动油泵等电机,注意运转状态,发现异状,异者应立即关闭电源,经检查处理后方准开车;⑦开动活塞杯外国磨床,空转3min,查看各部动作是否正常,音响是否正常,冷却液是否畅通;⑧装卡砂轮前应防止砂轮受潮,砂轮应做静平衡试验。严禁砂轮有裂纹;⑨装卡砂轮时,须在砂轮和压板间垫以~,并用扳子均匀用力紧固,不许用加长管子紧固,以免使砂轮胀裂;⑩砂轮装好后应空载运转5min,操作者应避开正面,确认砂轮运转正常后,方准使用;5、活塞杆的装卡必须符合规定,对因故中断加工的活塞杆,必须确认工作和磨床的状态正常后,方准开车。6、加工活塞杆必须事先被加工外廓部位的油垢,黒污和灰尘等,根据工件的材质合理选用砂轮和磨削量,严禁磨削工件毛坯。7、装卡和测量工件时,必须使砂轮退离工件和停车。工作与砂轮未离开时,不得中途停车。砂轮在接近工件时,不准用机动进给。8、工作时禁止操作者离开磨床。如因停电或其他原因必须离开时,应将砂轮离开工件后停车。外圆磨床的砂轮在使用过程中需要不断修整,以保持其形状和精度。
在程序编辑方式对当前程序进行修改或对其他程序进行后台编辑;也可将控制方式选择至“手轮方式”,通过摇动手轮使刀具移动,从而改变加工点的位置。后台编辑功能方便操作者在加工过程中对所加工的零件进行修改,简化了操作过程。但这种简化,却给安全操作带来了一个严重隐患,在教学实践中,易出现学生误操作。当控制方式选择至“自动循环”方式时,如果机床卡盘未夹紧或尾架没有顶出(即机床未准备好)的情况,按下“循环启动”键,机床不操作。此时将控制方式选择至“手工操作”,使机床卡盘夹紧、尾架顶出(即机床准备好),则刚刚所选的“循环启动”命令有效,程序自动执行。如果此时操作者正在上料,手还未离开工件,程序中又存在主轴启动指令,则操作者极易伤手,甚至可能出现严重安全事故。解决方法如下:生产厂家调整系统梯形图,使“循环启动”键的启动条件改变,即需在“卡盘夹紧”、“尾架顶紧”都准备好的情况下,在“自动循环”或“MDI”方式下“循环启动”键才能发生作用,缺少其中任何一个都无效。“或”的关系转换成卡盘夹紧→尾架顶紧→自动方式→循环启动“并列”关系。不过这种更改将会使“后台编辑功能”失去作用,对于操作者需要边加工边更改程序时会带来困难。外圆磨床的加工效率与砂轮的选择和使用密切相关。广州二手外圆磨床加工
外圆磨床的维护和保养对其精度和使用寿命有着重要影响。南通大型外圆磨床批发
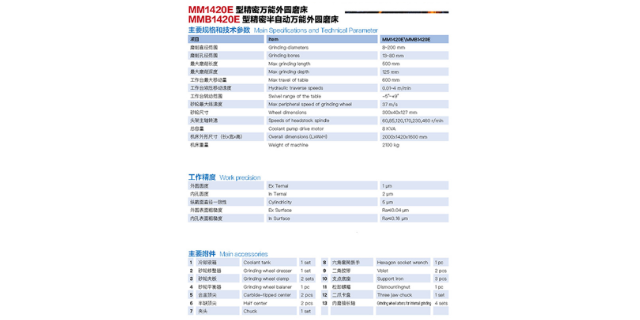
万*外圆磨床用于中小批量和单件生产的设备圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床。工件支承在头架和尾座的两顶*之间,由头架的拨盘带动旋转作圆周进给运动。头架和尾座装在工作台上,可作纵向往复的进给运动(见机床)。工作台分上下两层,上工作台可调整一个不大的角度,以磨削圆锥形表面。装有高速旋转砂轮的砂轮架,则作横向进给运动。大型外圆磨床为减小机床长度,一般工作台固定不动,而由砂轮架作纵向往复运动和横向进给运动。外圆磨床的磨削精度一般为:圆度不超过3微米,表面粗糙度~,高精度外圆磨床则分别可达圆度。外圆磨床分为切入式外圆磨床,万*外圆磨床和端面外圆磨床。①切入式外圆磨床:当工件磨削部位长度小于砂轮宽度时,砂轮只须作连续横向进给,不必与工件作相对轴向运动,这种磨床的生产率较高。万*外圆磨床②万*外圆磨床:砂轮架上附有内圆磨削附件(见图),砂轮架和头架都能绕竖直轴线调整一定角度,头架上除拨盘能旋转外,主轴也能旋转。这种磨床能扩大加工范围,可磨削内孔和锥度较大的内、外锥面,适用于中小批量和单件生产。外圆磨床的磨削运动:在外圆磨床中进行外圆磨削时。南通大型外圆磨床批发