商机详情 -
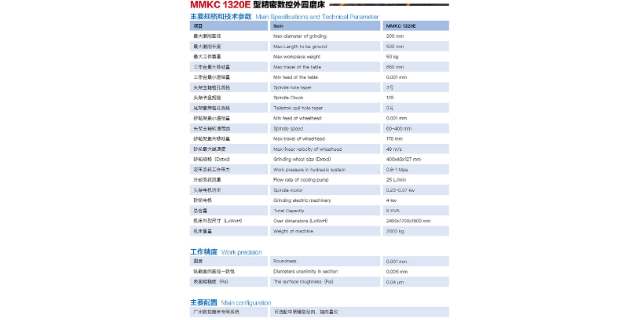
宁波大型外圆磨床加工
应该两期绿色信号灯。然而在实际的操作中,即使是软着陆,还会出现信号灯不亮的现象,从而导致不能正常旋转轧辊,无法运行程序。在报警上面会出现这样的信息,需要降到底软着陆和轧辊旋转。这种现象的产生原因主要是由于震动,底部感应器不能很好地感应软着陆的感应位置,或者就是在信号传输的时候,插座松动,进而导致不能传出信号。遇到这种情况,要用小木锤来和感应锤的细钢丝绳进行悬挂,从而使得软着陆的信号灯正常。两侧分别测试,直到正常为止。可以直接打孔于软着陆盖板下,在该孔引入细绳进行感应。如果信号灯不能正常亮起,就需要不断的对小绳进行拉拽,直到信号灯正常亮起。如果说是插座松动的情况,那么就应该对插座进行包扎。3)磨前中的故障。在磨削过程中,需要执行探伤程序时测量系统动作到轧辊尾架侧检测位置,检测装置趋近轧辊,但V轴不动,操作台计算机出现“检查INSPECTER的通讯”的故障报警,这时探伤的程序不被执行。如果不人工干预,计算机执行完磨削程序后,将出现“等待检测结果”的报警,而且辊形圆度的检测将不被执行。原因:由于传输原因,探头在轧辊表面发出的涡电流没有反馈回来,等待时间过长而出现报警。外圆磨床的操作需要严格遵守规程,确保工件的质量和安全性。宁波大型外圆磨床加工
3、高精密外圆磨床:比普通外圆磨床可大幅度提高磨削效率和磨削工件的加工质量,从而降低劳动成本。4、普通外圆磨床型号:M1320-520,M1320-750,M1332B-1000,M1332B-1500,M1332B-2000。5、外圆磨床型号:M1420-520,M1420-750,M1432B-1000,M1432B-1500,M1432B-2000。砂轮主轴轴承采用锥形成型油楔动压轴承、砂轮主轴在低速是仍具有高的轴承刚度。2、砂轮架导轨采用交叉滚柱刚导轨,半自动进给机构采用回转式油缸实现。3、尾架轴系具有无间隙刚度的特点,电器箱,液压箱冷却箱与机床分离。4、富有磨削指示仪及冷却液过滤器。5、头架速度才有那个交流变频无级调速。6、电气采用可编程序控制器(plc),具有自诊断功能、维修十分方便。7、可选配自动测量仪。头架、尾座的等高度对工件尺寸精度的影响。磨头、头架、尾座的等高度误差将使头架、尾座中心连线与砂轮主轴轴线在空间发生偏移,此时磨出的工件表面将是一个双曲面。2、头架、尾座中心连线对磨头主轴轴线在水平面内的平行度误差对工件尺寸精度的影响。当发生该项误差时,外圆磨床磨出的工件外形将是一个锥体,即砂轮成角度磨削,表面有螺旋形磨纹。3、磨头移动相对于机床导轨垂直度误差对加工精度的影响。东营上海机床厂外圆磨床外圆磨床是制造业的重要设备,需要不断提高操作和维护技能。
这种结构可以满足一般普通无心磨床的磨削精度要求,装配调整比较方便。(2)整体内锥滑动轴承与滚动轴承组合结构。这种结构前端采用1:30内锥轴承,后端采用一组单列向心推力球轴承。单列向心推力球轴承的轴向位置,既起到轴向定位作用,又起到调整前轴承的间隙量。此种结构同样可以满足一般普通无心磨床的精度要求。(3)短三片瓦液体动压滑动轴承。对于高精度无心外圆磨床的导轮主轴,要求其轴承间隙在几微米以内,以提高导轮主轴的刚度和回转精度。由于导轮主轴在工作时的转速较低,因此采用较粘的油液在间隙较小的情况下产生较高的油膜刚度以满足导轮主轴的理想刚度。从结构简图上可以看出,润滑主轴轴承的油液与润滑蜗轮蜗杆的润滑油是分离的,从而保证了主轴轴承的润滑油的清洁度。此结构在MG1020机床上采用。2、双支承导轮主轴结构形式。导轮主轴采用双支承形式的原因和优缺点基本与砂轮主轴双支承形式的原因和优缺点基本与砂轮主轴双支承形式相同。其内部结构采用短五片瓦液体动压滑动轴承的原理也与砂轮主轴的原理相同。其轴承的间隙量要比砂轮主轴的间隙量为小。导轮主轴的驱动与调速导轮主轴在运转中一般要求具有二种转速范围。即高速(用于修整导轮)和低速。
电气控制柜及柜内配电系统和控制元件为保证磨床电气系统的整体可靠性,从电气控制柜箱壳到柜内的配电系统以及保护元件、开关元件、控制元件全部采用进口的国际产品(西门子、威图)。U1轴U1轴传动系统是由带直角减速装置的西门子交流伺服电机驱动一套偏心轮传动机构,通过连杆驱动中心架上层滑板.尾架端中心架被设置为二层,下层底座可沿床身导轨纵向移动,上层滑板在U1轴驱动下可横向水平微量调整(调整量),以实现对轧辊安装精度的校正。中心架滑板的特殊结构设计,可以很方便的调换安装在滑板上的中心架瓦座,缩短更换瓦座的辅助时间,特别适用于多规格轧辊的支承。数控系统数控主机采用西门子新一代全数字控制系统840D,一体化S7-300可编程,机床外部的I/O接点通PROFIBUS工业现场总线传输到控制系统,人机接口功能由新型高性能SINUMERIKPCU50模块完成.与国外同类磨床所采用的磨床厂自行开发的工控机**系统比较,840D系统功能更加强大、更加可靠、维护更加简单,(因为840D系统经过了成千上万用户的使用验证和西门子多年不断的改进)。由于840D系统的通用性,使磨床的维护变得异常方便,所有的电气部件均可以在市场上采购到。外圆磨床在加工过程中需要控制加工温度和湿度,以保持工件的质量和使用寿命。

磨床(grinder,grindingmachine)是利用磨具对工件表面进行磨削加工的机床。大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。磨床能加工硬度较高的材料,如淬硬钢、硬质合金等;也能加工脆性材料,如玻璃、花岗石。磨床能作高精度和表面粗糙度很小的磨削,也能进行高效率的磨削,如强力磨削等。标准机械加工所使用磨床,砂轮电动机均按传统启动电路运行。电动机启动后按照额定转速运转,由于电网电压有一定波动,砂轮工件磨擦负载不断变化,都会影响电动机转速误差,标准砂轮电动机起动电路一般只有一种加工速度,难以适应不同工件大小要求不同加工相对线速度,以至于所加工工件加工精密度很难保证。因此从提高加工质量加工效率,节约能源等方面考虑,将变频调速技术应用于磨床,可以收到满意效果。机械加工行业所加工产品种类繁多,工件大小尺寸不同,要求加工精度各异。相对要求砂轮转速于主轴线速度不同,单纯调整主轴转速来满足工件加工线速度很难调整到理想状态。又由于轴杆类加工过程所产生应力弯曲,磨削过程会产生砂轮进给力矩不同。外圆磨床是一种具有多种功能的磨床,能够适应多种类型的工件加工。宁波大型外圆磨床加工
外圆磨床的加工效率与砂轮的选择和使用密切相关。宁波大型外圆磨床加工
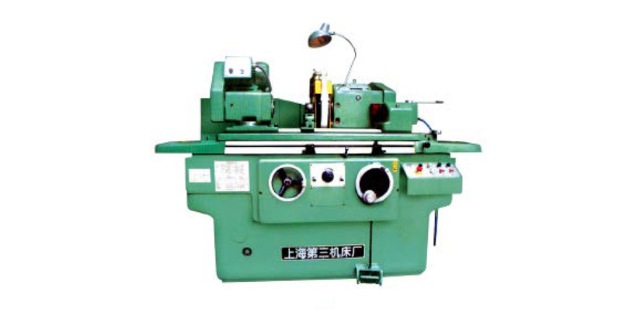
使其停止供水,以免再开机时造成砂轮不平衡,直至甩干水分后,将砂轮、导轮电源开关到OFF位置。18:砂轮、导轮停止后,方可将油压开关打到OFF位置(不可先停油压马达,以免失油磨损轴瓦及主轴)。多用磨床床兼有外圆磨床和的功能,工作台可以由液压驱动,往复运动平稳(无级调速),也可以手动。能磨削各种圆柱、圆锥零件的内外表面。能磨削平面及斜面。用相应的附件可以刃磨各种刀具,如各种铣刀、铰刀、插齿刀、车刀、刨刀等。该机床刚性好,精度高,操作灵活,维修方便。轧辊磨床为金属切削机床,由床身、头架、尾架、托架、纵横拖板、磨头、测量架及电气数控系统组成,分为承载系统、驱动系统、磨削系统、测量系统和控制系统五个子系统。工件由头架、尾架和托架支撑,并由头架驱动旋转。数控系统根据轧辊表面母线的数学模型,控制机床作多轴复合运动,在运动过程中实现砂轮对辊面金属的磨削。在线测量系统实时地将测量数据反馈给磨床控制系统,并由控制系统对机床出闭环控制,从而完成对工件的精密加工。国内轧辊磨床主要型号有:MK8440、MK8450、MK8463、MK8480、MK84100、MK84125、MK84160、MK84200、MK84250、MK84300。床身采用砂轮床身与工件床身分离的结构。宁波大型外圆磨床加工
上海新钐机床有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在上海市等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**上海新钐机床供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!