商机详情 -
南京PFMEA产品质量控制措施方法
潜在失效影响分析重点分析4M要素的失效模式对在制品特性(CTQ)(如平整度、拉拔力等)带来的潜在失效影响,在分析中应充分分析出4M要素因子如何在接口中通过热量、电量、环境、机械等应力产生失效的,如通过能量交换接口分析出热量异常造成被加工件的变形,物理接口中分析出废水对被加工件材料造成腐蚀等,也可以针对下游工序分析失效影响,如无法在工位x处组装、不能在工位x处钻孔、导致工位x处刀具过度磨损、对操作人员带来安全风险、降低生产线生产速度等。PFMEA是一种预防性质量管理工具,用于识别和消除潜在的故障模式和效应。南京PFMEA产品质量控制措施方法
“潜在的失效模式”:是指过程可能发生的不满足过程要求或设计意图的形式或问题点,是对某具体工序不符合要求的描述。它可能是引起下一道工序的潜在失效模式,也可能是上一道工序失效模式的后果。典型的失效模式包括断裂、变形、安装调试不当等;“失效后果”:是指失效模式对产品质量和顾客可能引发的不良影响,根据顾客可能注意到或经历的情况来描述失效后果,对使用者来说,失效的后果应一律用产品或系统的性能来阐述,如噪声、异味、不起作用等;PFMEA信息系统价格PFMEA可以应用于各种行业和领域,包括制造业、医疗设备、航空航天、汽车等。
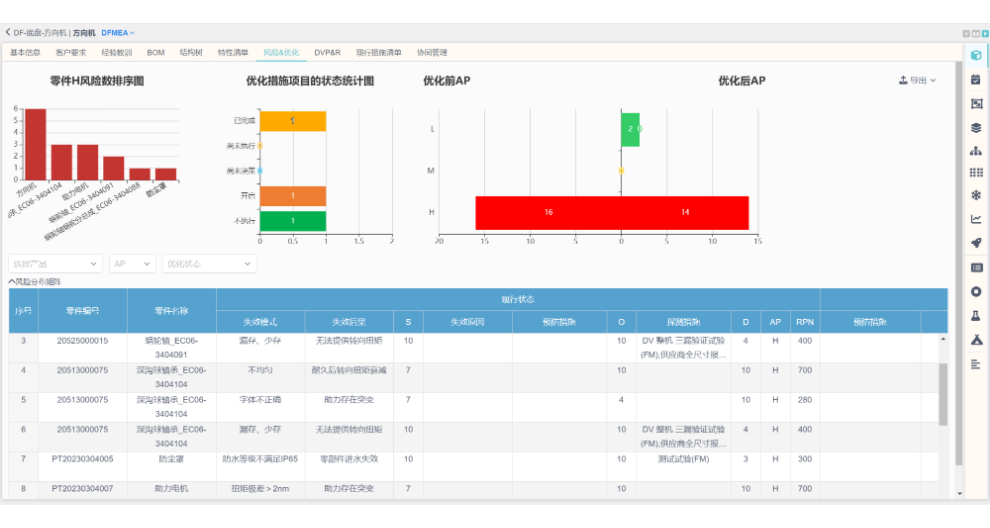
立片主要发生在小的矩形片式元件(如贴片电阻、电容)回流焊接过程中。引起这种现象的主要原因是元件两端受热不均匀,焊膏熔化有先后所致。失效后果:导致开路,引发电路故障,会使系统或整机丧失主要功能,严重度评定为7。现有故障检测方法:人工目视检测。失效原因分别为:贴片精度不够:频度为3,检测难度为5,风险指数RPN为105。回流焊接预热温度较低,预热时间较短:频度为5,检测难度为4,其风险指数RPN为140。现行控制措施:适当提高预热温度,延长预热时间。焊膏印刷过厚,频度为5,检测难度为5,风险指数RPN为175。现行控制措施:针对不同的器件选用适当厚度的丝印模板。
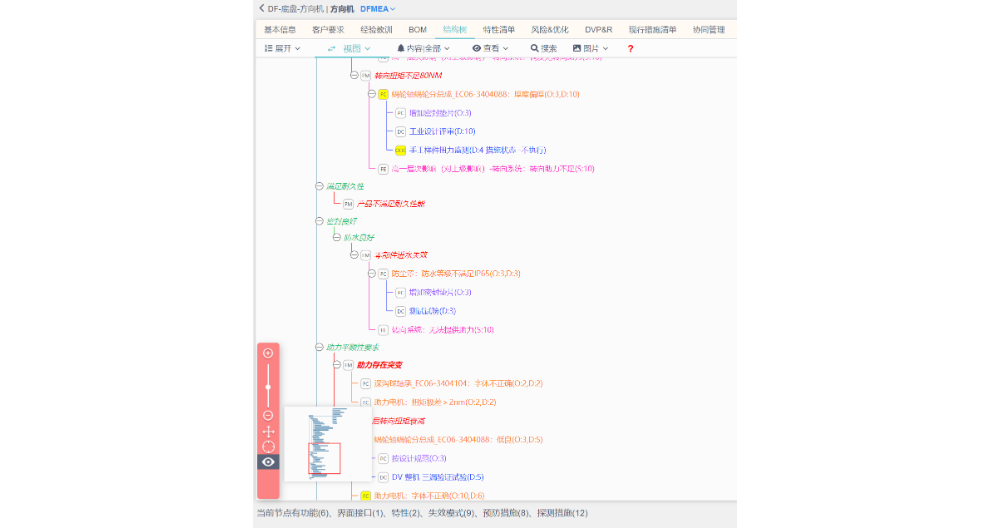
真正的工匠精神不能只停留在过程流程图的表面,应该有意识地分析与管控每一道工序的所有要素,一个完整的过程结构分析通常会经过工序定义—>操作步骤分析—>动作分解分析—>动作要素分析等步骤。PFMEA中的过程项是过程流程图和PFMEA的较高级别,被视为成功完成所有过程步骤后的成果,而工序的操作步骤才是分析的焦点,对于复杂的工序,应该进一步分解到具体的操作步骤,比如某一工位的组装工序可能涉及到对位、注胶、压合等一系列连贯的操作步骤。CCM的典型过程流程图,针对马达镜头组装。PFMEA可以帮助制造商识别并消除可能导致客户投诉的问题。
常见的风险应对措施如下:优化过程规划从而很大程度降低将失效发生的可能性;生产过程控制与防呆:防呆防错技术的应用、增强设备维护/操作人员维护/环境维护要求、视觉辅助、机器控制、预防性维护、校验程序、防错验证程序等;技术措施:改进机械设备、工具寿命、工具材料等;应用好的实践:改进夹具、工装设计、校准程序、防错验证、预防性维护、作业指导书、统计流程控制表、过程监视、产品设计等;行为措施:依靠持有证书的操作人员、技术工人、团队领导等;心理措施:防疲劳、防疏忽等。PFMEA需要制造商对潜在的故障模式和影响进行判断和评估。南京PFMEA产品质量控制措施方法
PFMEA需要考虑到不同的文化和语言差异,以确保有效的沟通和合作。南京PFMEA产品质量控制措施方法
PFMEA的结构分析,PFMEA结构分析推荐采用过程流程图(PFD)。FMEA是基于设计做失效分析,过程流程图用于呈现所设计的制程,因此将这一步称之为结构展开,或者叫做结构呈现似乎更好。一个好的PFMEA必须要有一个完整而全方面的过程流程图,这个过程流程图对PFMEA来说是一个基础。如果PFD有错误、不准确或不完整,那么结果将是不准确的信息会流入到:PFMEA、PMP/过程控制计划、操作指导书。PFMEA功能分析,主要是识别第四步失效分析所要聚焦的功能和要求,失效分析是基于功能和要求来做的。若功能和要求没有识别清楚,则有可能会错误地把失效原因当失效模式,或者把失效后果当失效模式。南京PFMEA产品质量控制措施方法