商机详情 -
福建PFMEA生产合格产品
失效分析的目的在于分析出每个工序/操作/动作的失效链,然后通过风险预防或管控措施“斩断”失效链。在失效链中,较低层级的失效模式通常是上一层级的失效原因,而较低层级的失效影响同时也是上一层级的失效模式,因此,团队有必要在PFMEA分析中寻找出较低层级的失效模式,即4M要素的失效模式,然后观察该失效模式对在制品的影响。失效模式分析可以理解为通过“有规律可寻的模式”来枚举出不同要素的“失效样子”,通常我们喜欢直接分析在制品的失效模式,但因为分析的对象过大,分析逻辑不清晰,无法保障分析的全方面性,只能依靠当事人的经验来收集失效模式。PFMEA需要考虑到不同的客户需求和期望,以确定何种控制措施。福建PFMEA生产合格产品

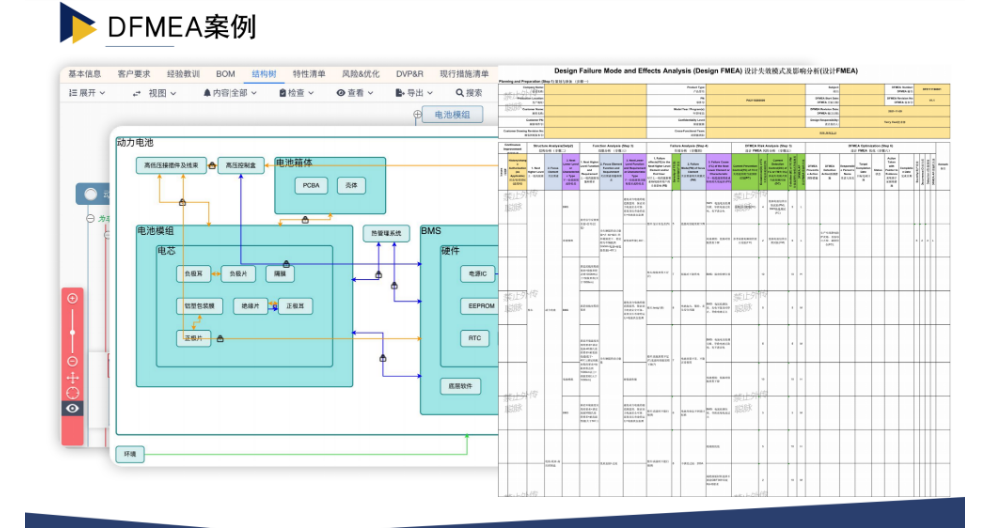
PFMEA的结构分析,PFMEA结构分析推荐采用过程流程图(PFD)。FMEA是基于设计做失效分析,过程流程图用于呈现所设计的制程,因此将这一步称之为结构展开,或者叫做结构呈现似乎更好。一个好的PFMEA必须要有一个完整而全方面的过程流程图,这个过程流程图对PFMEA来说是一个基础。如果PFD有错误、不准确或不完整,那么结果将是不准确的信息会流入到:PFMEA、PMP/过程控制计划、操作指导书。PFMEA功能分析,主要是识别第四步失效分析所要聚焦的功能和要求,失效分析是基于功能和要求来做的。若功能和要求没有识别清楚,则有可能会错误地把失效原因当失效模式,或者把失效后果当失效模式。昆明PFMEA质量管理工具PFMEA需要制造商对缺陷进行及时的处理和纠正。
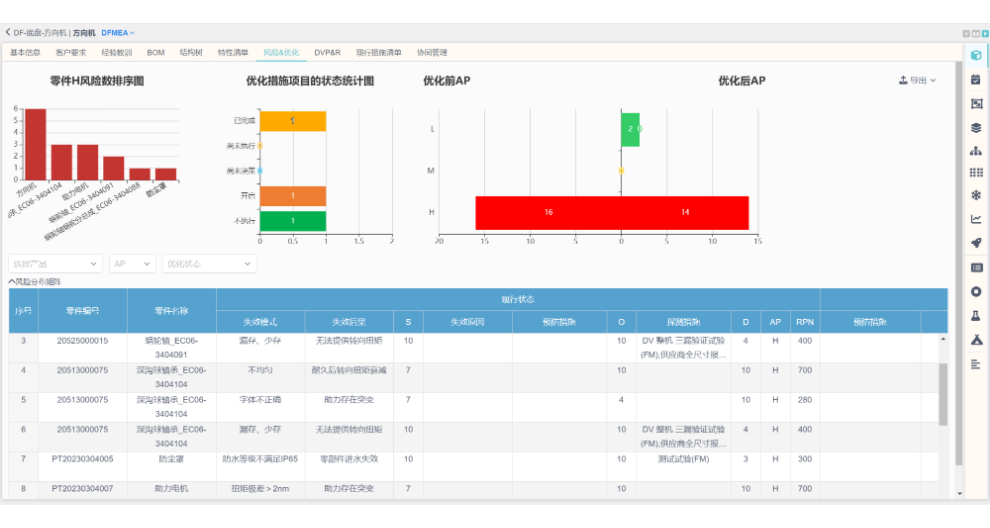
失效原因为:焊膏缺陷——粘度低、被氧化等,频度为5,检测难度为5,风险指数RPN为125。现行控制措施使用能抑制焊料球产生的焊膏,装配前检测焊膏品质。助焊剂缺陷——活性降低,频度为3,检测难度为6,风险指数RPN为90。模板缺陷——开孔尺寸不当焊盘过大等,频度为5,检测难度为4,其风险指数RPN为100。回流温度曲线设置不当,频度为7,检测难度为5,风险指数RPN为175。现行控制措施:调整回流焊温度曲线使之与使用焊膏特性相适应。
真正的工匠精神不能只停留在过程流程图的表面,应该有意识地分析与管控每一道工序的所有要素,一个完整的过程结构分析通常会经过工序定义—>操作步骤分析—>动作分解分析—>动作要素分析等步骤。PFMEA中的过程项是过程流程图和PFMEA的较高级别,被视为成功完成所有过程步骤后的成果,而工序的操作步骤才是分析的焦点,对于复杂的工序,应该进一步分解到具体的操作步骤,比如某一工位的组装工序可能涉及到对位、注胶、压合等一系列连贯的操作步骤。CCM的典型过程流程图,针对马达镜头组装。PFMEA适用于不同类型的产品和生产过程。
在PFMEA分析过程中,应该充分识别产品特性和过程特性。所谓的特性是指表征产品或过程的特征或量化属性,新产品的质量取决于交付过程质量,通过一系列的加工过程功能确定了产品特性,因此,新产品的特性/CTQ可能在加工的过程中被改变,而PFMEA分析的目标是为了预防新产品的特性在制造加工过程中被各类因子改变的潜在风险。关键的待加工件特性(即CTQ)是在产品设计文件中所确定的,如尺寸、形状、关键性能、表面处理状态、镀膜厚度或相关的行业/法规要求等,它应该是可判断或可测量的,为了保障的产品交付质量,必须将产品/部件/器件的CTQ与每一道工序关联起来。因此,团队应首先明确每一道加工工序所输出的在制品CTQ,作为未来失效分析的前提条件。具体分析要求可以参见《CTQ分析指南》中<3.3.1确定工序CTQ>。PFMEA需要制造商采取措施来降低风险的发生。福建PFMEA生产合格产品
PFMEA可以帮助制造商识别并消除可能导致客户投诉的问题。福建PFMEA生产合格产品
“严重性”:是潜在失效模式对顾客影响后果的严重程度,为了准确定义失效模式的不良影响,通常需要对每种失效模式的潜在影响进行评价并赋予分值,用1-10分表示,分值愈高则影响愈严重。“可能性”:是指具体的失效起因发生的概率,可能性的分级数着重在其含义而不是数值,通常也用1—10分来评估可能性的大小,分值愈高则出现机会愈大。“不易探测度”:是指在零部件离开制造工序或装备工位之前,发现失效起因过程缺陷的难易程度,评价指标也分为1—10级,得分愈高则愈难以被发现和检查出。福建PFMEA生产合格产品