商机详情 -
甘肃铝锻有几种
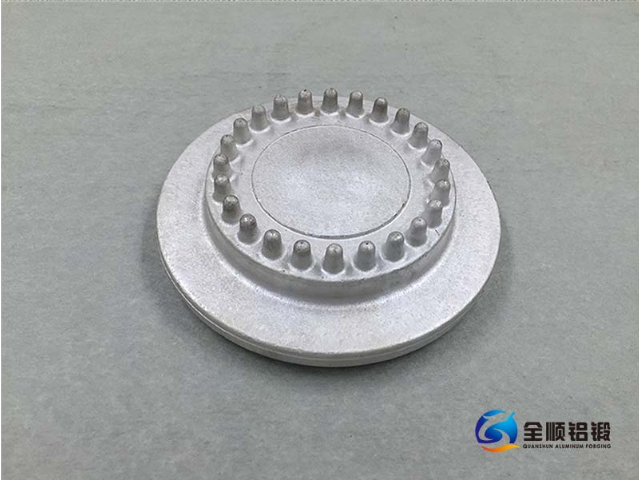
铝锻件是金属在施加压力,颠末塑性变形塑造请求的形状或合适的收缩力的物件。这类气力典范的颠末使用铁锤或压力来实现。铸件历程建筑了精巧的颗粒构造,并改进了金属的物理属性。零部件的幻想使用中,一个正确的想象能使颗粒流在主压力的标的目的。金属热处理的加热方法很多,早是采用木炭和煤作为热源,进而应用液体和气体燃料。电气应用使加热易于控制,且无环境污染。利用这些热源可以直接加热,也可以通过熔融的盐或金属,以至浮动粒子进行间接加热。下面我们一起来了解一下铝锻件热处理中淬火及退火的目的及功效。一、淬火目的及用途:1、提高零件的强度并保持高的塑性。2、提高100℃一下工作铝铸件的耐腐蚀性;用于受动荷载冲击作用下的铝铸件强度时,铝铸件从淬火后到机械加工前,至少需要保存4昼夜。T4亦表示淬火并自然时效,淬火温度约为500~535℃,铝镁系合金淬火温度约为435℃。二、退火目的及用途:1、消除铝铸件的铸造应力和机械加工过程中引起的加工硬化。2、提高塑形。用于要求使用过程中对尺寸要求很稳定的铝合金铸造件。适用铸造铝合金ZL101,ZL102。说明:退火温度大约是280~300℃,保温2~4h。一般铝铸件在铸造后或粗加工后场进行此处理。昆山市全顺铝合金锻造有限公司致力于提供铝合金锻造 ,期待您的光临!甘肃铝锻有几种
四)锻件的热处理和清理1.锻件的热处理铝合金锻件的退火工序,一般用于数道压力加工工序之间的中间退火,或对供应状态锻件的退火。退火的目的是为了消除锻件中遗留的加工硬化和内应力,提高合金的塑性,以便于进行变形程度较大的压力加工或便于机械加工。铝合金锻件主要采用高温退火(又称再结晶退火,见表。目前逐步采用快速退火新工艺代替传统的高温退火工艺。对于要求热处理强化的铝合金锻件具有低强度、高塑性,而快速退火又达不到的要求时,应采用完全退火工艺。常用铝及铝合金锻件的再结晶退火制度如表。表冷却剂退火温度/℃冷却剂工业纯铝1060-8A06350-410空气或水2A11(LY11)350-370空气2A12(LY12)350-370空气SA02(LF2)350-410空气或水6A02(LD2)350-370空气5A03(LF3)350-410空气或水2A50(LD5)350-460空气5A05(LF5)310-350空气或水2850(LD6)350-460空气SA06(LF6)310-350空气或水2A70(LD7)410-430空气5805(LFIO)350-410空气或水2A80(LD8)350-460空气3A21(LF21)350-410空气或水2A90(LD9)350-460空气2A02(LY2)350-370空气或水2A14(LDIO)350-460空气注:括号内的牌号为旧牌号。2.锻件的清理与修伤铝及铝合金锻件的清理与修伤在铝合金锻造工艺过程中占有重要的地位。四川大件铝锻铝材锻造 ,就选昆山市全顺铝材锻造有限公司,用户的信赖之选,有需要可以联系我司哦!
铝合金锻造加热炉连续式加热炉生产线(网带式加热炉生产线)网带式铝合金锻打预热炉制作注意事项,要符合铝合金锻造件的生产特点:1、与普通的网带式加热生产线有较大区别的是出料端不宜过长,过长会导致温度下降速度增加,温度不够,锻打产品是应力增加,产品不合格。2、炉膛的上部发热丝不宜摆放过高,会增加耗电成本。3、网带运行速度范围50-300mm/min,大部分产品在这个范围适合锻打预热,变频器的频率(范围0~50HZ)维持在中档25HZ为宜,对设备运营及变频器寿命故障率低有极大的好处。一、设备名称RCW-90-9型网带式加热炉生产线二、主要技术参数1、额定电压:3相380V。2、额定频率:50HZ。3、额定温度:常温∽950℃(可调)。额定功率:90KW(功率大小可调)。5、生产线尺寸:入料区有效网带长1200mm,加热区5000mm,网带宽400mm,炉口高150mm。6、加热区段:4区控制。7、网带运行速度范围:50mm∽300mm/、控温精度:±3℃。9、设备重量:7500KG三、结构及材料炉体外壳用12#槽钢,4mmA3钢板焊接制作、衬炉膛采用超轻质高温莫来石砌炉,底部用穿孔砖砌炉。出料口用穿孔砖穿发热丝。保温材料选用硅酸铝耐火纤维材料保温,保温棉厚250mm.安装好的网带距离地面高度为900mm。
所述弧形板的右侧上方加工有凸块,所述弧形板的上方左右两侧均开设有通槽,所述弧形板的通槽处安装有竖杆,左右所述竖杆的外壁与弧形板的通槽处外壁间隙配合,左右所述竖杆的上表面固接有把手,左右所述竖杆的下表面加工有挡块,左右所述竖杆的外壁安装有弹簧,左右所述弹簧的上下两侧分别与弧形板和竖杆的凸块处固定相连,所述弧形板的左右两侧中间内部螺纹连接有螺纹杆,左右所述螺纹杆的内侧加工有挡块,左右所述螺纹杆的外侧固接有第二把手。,左右所述螺纹杆的中点在同一水平线上。,所述弧形块的右侧上方安装有移动装置;所述移动装置包括连杆、齿轮板、第二竖板、第二横板、电动推杆和t形齿牙板;所述连杆的下方通过销轴与弧形板的右侧凸块处转动相连,所述连杆的上方通过销轴活动连接有齿轮板,所述齿轮板的前端面通过转轴转动连接有第二竖板,所述第二竖板的后端面加工有滑槽,所述第二竖板的后端面上方固接有第二横板,所述第二横板的右侧与竖板固定相连,所述第二横板的下方右侧开设有滑槽,所述第二横板的下表面左侧固接有电动推杆,所述电动推杆的右侧固接有t形齿牙板,所述t形齿牙板与齿轮板相互啮合。昆山市全顺铝合金锻造有限公司为您提供铝合金锻造 ,欢迎您的来电!

铝合金锻造既可在低的变形速度下进行,也可在高的变形速度下进行。但是为了增大允许的变形程度和提高生产效率,降低变形抗力和改善合金充填模具型腔的流动性,则选用压力机和模锻来锻造铝合金要比锤锻好些。对于大型铝合金锻件和模锻件,尤其如此。铝合金在高速锤上锻造时,由于变形速度很大,内摩擦很大,热效应也大,使合金在锻造时的温升(约100℃)比较明显。为此,铝合金的始锻温度应加以调整,锻前毛坯的加热温度宜取原规定的始锻温度下限。另外,由于铝合金的外摩擦系数大,流动性差,若变形速度太快,容易使锻件产生起皮、折叠和结晶组织不均匀等缺陷,对于低塑性的度铝合金还容易引起锻件开裂。所以,此类铝合金适合在低速压力机上锻造。扫描二维码,获取更多惊喜铝合金锻压成形/冷精锻成形行业生态圈丰富您的人脉资源群友通讯录是一款发起联盟合作的云通讯录软件。通过群友通讯录,可把需求分享到微信群、朋友圈、微博、QQ群等社交网络,帮助用户梳理组织,校友等圈内好友的电话、职业、供需等信息,加深群友之间的认识,加强合作。选用合理的变形程度,可保证合金在锻造过程中不开裂,并且变形均匀,获得良好的组织和性能。为了保证铝合金在锻造过程中不开裂。昆山市全顺铝材锻造有限公司铝材锻造 获得众多用户的认可。辽宁铝锻生产厂家
铝合金锻造的特点是什么?甘肃铝锻有几种
SPR型螺旋压力机的特点使其能胜任在同一个设备上进行预锻和终锻的偏心锻造的要求,整个生产线的投资较低,灵活应用于各种产品以便实现的利润。配备单台螺旋压力机的生产线工艺布局其生产节拍可以达到12秒。VPE型切边液压机VPE型液压机配备伺服直驱液压系统,滑块和工作台的开口距离很大,可以适用切边/精压及自动化组合等多种工艺要求,VPE型液压机的灵活性非常强,可以根据不同零件的工艺要求进行定制化制造。机器人及自动化提供所有工艺单元和自动化的连线和集成。我们已经为生产线配备全新的“在线虚拟服务系统”如图8所示,缩短了客户现场的调试运行时间,并在生产线以后的运行过程中提供快捷和实用的“终身”服务。作为工业的实际应用,已经成功地在近投产的几条生产线的开发、设计、建造和调试阶段,通过边缘和云计算对生产线“内部”和“外部”的数据进行收集、运算和模拟。这可以让客户在生产线规划初期,通过虚拟世界体验和感受生产线的运行和生产情况,避免很多潜在的错误和问题,并缩短生产线的交付和调试时间。很难想象这样一条庞大和复杂的铝合金锻造生产线,在客户工厂处只需要约两个月的时间就可以完成组装、调试和锻件试生产的所有工作。甘肃铝锻有几种