商机详情 -
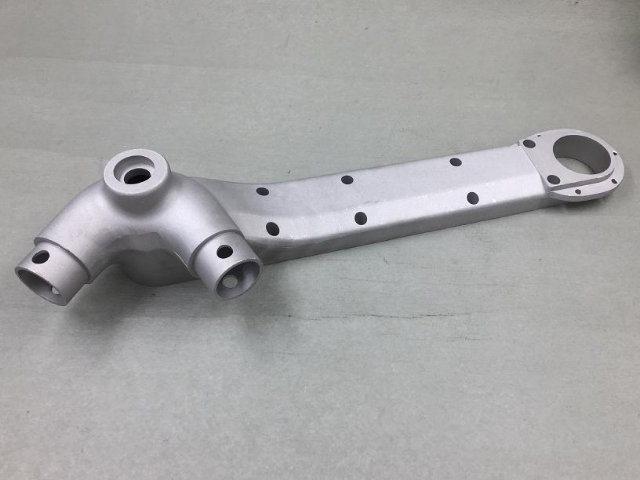
浙江飞机座椅配件铝锻
变形铝合金可锻性分析可段性定义和衡量指标(1)铝合金可锻性定义。铝合金可锻性(流动性)是指铝合金在外力作用下充填模具型槽的能力。可锻性高,即坯料充填模具型槽能力强。(2)可锻性衡量指标。可锻性常用金属的塑性和变形抗力综合衡量,塑性越高,变形抗力越小,则可锻性越好。可锻性取决于铝合金本质(塑性和强度极限)和加工条件。可锻性是衡量金属通过塑性加工获得优良零件的难易程度的工艺性能指标。铝合当全可赛罗性特点铝合金可锻性特点是指与碳钢和低合金结构钢可锻性比较而言。(1)铝合金高温变形抗力特点。①各种铝合金高温变形抗力相差大。铝合金变形抗力(也称流动应力)随成分不同而有明显改变,一些低强度铝合金和中等强度铝合金,如6000系铝合金高温变形抗力较低,而度铝合金尤其是AI-Zn-Mg-Cu铝合金,如7000系铝合金高温变形抗力较高。例如锻铝2A50铝合金500摄氏度强度极限20MPa,而硬铝2A12铝合金500摄氏度强度极限40MPa,两者相差一倍,即所需锻造变形载荷相差约2倍。②多数常用变形铝合金室温变形抗力比碳钢低,但其高温变形抗力有三种:比碳钢低,与碳钢相当,还有比碳钢高。③铝合金变形抗力对温度很敏感(随温度增加或降低变化迅速):随温度下降。哪家的铝合金锻造的价格优惠?浙江飞机座椅配件铝锻

由于铝及铝合金的硬度较低,流动性差,与模具的黏附力大,因此锻件易产生折叠、裂纹、起皮等缺陷。这些缺陷如果不及时干净,再次模锻时就会继续发展,致使锻件报废。锻件的清理工序为:模锻后在带锯或切边模上除去毛边,切边后的锻件吊入酸洗槽清洗。洗净后检查锻件缺陷,对锻件上暴露出来的缺陷,用铣刀、风铲等工具将缺陷修掉。修伤处应与周围圆滑过渡,以免再次模锻时产生折叠。除超硬铝外,铝合金锻件都是在冷态下用切边模切边,对于大型模锻件,通常是用带锯切割毛边的。锻件的连皮用冲头冲掉或用机械加工切除。应当注意,对于合金化程度较高的铝合金,模锻后不能长时间不切去毛边,由于可能因时效而析出强化相,这时切边会在剪切处出现撕裂。铝合金锻件锻后一般在空气中冷却,但为了及时切除毛边,也可在水中冷却。广东铝锻解决方案昆山市全顺铝合金锻造有限公司是一家专业提供铝合金锻造 的公司,有想法的不要错过哦!

即具有较小的截面,在此基础上,为了保证合金铸锭具有足够的体积、质量,其高度相对较大,特别是高度和直径之比相对较大,因此,其锻造开坯难度较大,这正是本方案所要解决的技术问题。其中,所述合金铸锭铁基高温合金铸锭、镍铁基高温合金铸锭、镍基高温合金铸锭或钴基高温合金铸锭中的一种。本方案可以用于高温合金铸锭的锻造成型,,适用于gh4096合金铸锭。在其他实施方式中,也可以将本方案的锻造方法应用于其他种类的合金。进一步的,所述合金铸锭通过电渣重熔连续定向凝固工艺制备,并且所述合金铸锭具有柱状晶组织。所述合金铸锭为铸造形成,特别是通过电渣重熔连续定向凝固工艺制成,其金相组织为柱状晶,而通过多级锻造后得到的坯料中,金相组织为等轴晶。另外,所述合金铸锭的冶炼工艺也可以采用两联(真空感应+真空自耗;真空感应+电渣重熔;真空感应+电渣重熔)或三联(真空感应+电渣重熔+真空自耗)工艺制备。以下说明本发明的实施例及对比例。实施例一φ265×1160mm的定向凝固gh4096合金铸锭镦锻开坯采用镦锻三火次进行开坯,三套模具和三套冲头分别进行预热350-500℃范围,锻前预热时间3h以上;模具1的大端内径和小端内径分别为330mm和320mm,高度850mm。
,1070,,2011,,2A12,,2014,,2017,,2024,,3003,,3004,,5005,,5052,,5056,,5082,,5154,,6005,,6011,,6060,,6061,,6063,,6082,,6106,,6201,,6262,,6351,,6463,,7003,,7005,,7075等。公司愿景与使命:力求成为国内铝材加工业中产品竞争力、规模、受人尊敬的企业之一,为客户提供价值超群的产品与服务,使公司股东、员工、客户、合作伙伴及社会都从中获得收益,共同发展。公司价值观1、以人为本:公司视企业员工为的财富,了解其追求,为其提供的发展空间与富有竞争力的薪酬待遇。2、品质:为客户提供质量的产品与服务,使客户获得的价值。3、科技创新:科技是生产力,只有强大的科研实力,才能保持产品技术在同行业中的地位,才能保证为客户提供质量的高附加值产品。4、诚信双赢:诚信是做人之根,双赢是做事之本。对待公司客户、员工、股东及合作伙伴,都要讲究信用,以诚相待,共同发展。我们真诚的希望能与世界各地的客户朋友一道,同心同力,共创辉煌。欢迎来电咨询。铝合金锻造的发展趋势如何。
减少锻件表面缺陷,还可使模锻时的压力降低9%~15%,因此模具润滑成为铝合金锻造工艺质量的关键因素之一,无论是润滑操作系统还是润滑剂都属于模具润滑的研究开发重点项目。根据镦粗试验估算,铝合金不用润滑剂时的摩擦系数为,采用各种润滑剂时的摩擦系数介于,摩擦系数随压下量的增大而提高。把铝坯料浸入质量分数为10%的NaOH水溶液中,在其表面产生一种疏松的化学氧化涂层,可起到润滑剂的作用。通常,铝合金锻件润滑剂的主要成分是石墨,也可在胶体悬浮液中添加一些有机的或无机的化合物,以获得更好的效果。润滑剂的载体可以是矿物油或水等。例如,石墨+机器油(比例:1)可在500-600℃下使用。但应指出,含有石墨的润滑剂,对于模锻铝合金有严重的缺点,其残留物不容易去除;嵌在锻件表面的石墨粒子可能引起污点、麻坑和腐蚀。因此,锻后必须进行表面清理。应用润滑剂时,可用喷雾方法将润滑剂喷到模具上。国外在一些高度自动化的大体积铝锻件的锻造工艺中,已实现了由单坐标或多坐标机器人的自动化喷涂润滑剂。现代化润滑操作系统在全自动条件下能提供非常精确的润滑图形或消耗量,因此可获得优化的和一致的润滑条件。。哪家的铝合金锻造成本价比较低?天津热锻铝锻
如何挑选一款适合自己的铝合金锻造?浙江飞机座椅配件铝锻
四)锻件的热处理和清理1.锻件的热处理铝合金锻件的退火工序,一般用于数道压力加工工序之间的中间退火,或对供应状态锻件的退火。退火的目的是为了消除锻件中遗留的加工硬化和内应力,提高合金的塑性,以便于进行变形程度较大的压力加工或便于机械加工。铝合金锻件主要采用高温退火(又称再结晶退火,见表。目前逐步采用快速退火新工艺代替传统的高温退火工艺。对于要求热处理强化的铝合金锻件具有低强度、高塑性,而快速退火又达不到的要求时,应采用完全退火工艺。常用铝及铝合金锻件的再结晶退火制度如表。表冷却剂退火温度/℃冷却剂工业纯铝1060-8A06350-410空气或水2A11(LY11)350-370空气2A12(LY12)350-370空气SA02(LF2)350-410空气或水6A02(LD2)350-370空气5A03(LF3)350-410空气或水2A50(LD5)350-460空气5A05(LF5)310-350空气或水2850(LD6)350-460空气SA06(LF6)310-350空气或水2A70(LD7)410-430空气5805(LFIO)350-410空气或水2A80(LD8)350-460空气3A21(LF21)350-410空气或水2A90(LD9)350-460空气2A02(LY2)350-370空气或水2A14(LDIO)350-460空气注:括号内的牌号为旧牌号。2.锻件的清理与修伤铝及铝合金锻件的清理与修伤在铝合金锻造工艺过程中占有重要的地位。浙江飞机座椅配件铝锻