商机详情 -
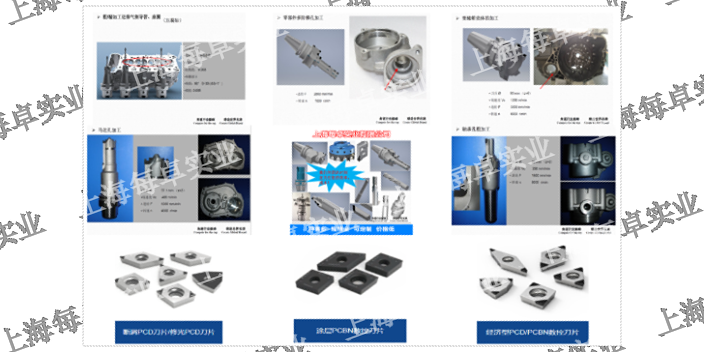
天津PCD车刀片PCD
CBN数控刀片硬车削淬硬钢的案例参数(1)硬车削淬硬钢齿轮的CBN数控刀片BN-H21加工工况:强断续切削端面;加工材料:20CrMnTi齿轮,HRC58-62;选用刀片:BN-H21WNGA080404;切削参数:ap=;冷却方式:干切;结果:相较于某品牌CBN刀片,BN-H21材质刀具寿命提高5倍。(2)硬车削淬硬钢风电轴承的CBN数控刀片BN-H200工件名称:风电轴承滚道工件材质:42CrMo4(硬度HRC58-63)刀片型号:BN-H200RNMN090300切削参数:Vc=260m/min,Fr=,ap=:干式切削相较于某品牌CBN刀片,BN-H200材质加工风电轴承表面光洁度达到,而且属于正常的后刀面磨损。 CBN刀具是通过高温高压合成而来的一种材料,有着单晶与多晶(又叫聚晶)之分,及CBN与PCBN。天津PCD车刀片PCD,CBN多晶刀具
CBN刀具是一种有立方氮化硼的超硬材料进行人工合成的刀具。具体加工过程是:由于CBN微粉中残留有WBN、HBN、叶蜡石、石墨、镁、铁等杂质另外它和结合剂粉末中均含有吸附氧、水汽等对烧结不利。因此原材料的净化处理方法是确保合成聚晶性能的重要环节之一。研制时我们采用下列方法对CBN微粉和结合剂材料进行净化处理首先在300 C左右用NaOH处理CBN徽粉去除其中的叶蜡石和HBN然后煮高氯酸去除石墨,用HCl在电热板上煮沸除去金属并用蒸馏水洗至中性。结合剂用的Co、Ni、Al等采用氢还原处理。然后将CBN和结合剂按一定配比混合均匀并参入石墨模具中 送入压力小于1E2的真空炉内加热8001000°C处理1h除去其表面的污垢、吸附氧及水汽等使CBN晶粒表面很洁净。这样就形成了CBN刀具。辽宁PCD锪刀PCD,CBN多晶刀具定制价格CBN又叫聚晶立方氮化硼超硬刀具,用于精加工。

原材料的处理由于CBN微粉中残留有WBN、HBN、叶蜡石、石墨、镁、铁等杂质;另外它和结合剂粉末中均含有吸附氧、水汽等,对烧结不利。因此原材料的净化处理方法是确保合成聚晶性能的重要环节之一。研制时我们采用下列方法对CBN微粉和结合剂材料进行净化处理:首先在300 C左右用NaOH处理CBN徽粉,去除其中的叶蜡石和HBN;然后煮高氯酸去除石墨;***用HCl在电热板上煮沸除去金属,并用蒸馏水洗至中性。结合剂用的Co、Ni、Al等采用氢还原处理。然后将CBN和结合剂按一定配比混合均匀并参入石墨模具中,送入压力小于1E2的真空炉内,加热800~1000°C处理1h,除去其表面的污垢、吸附氧及水汽等,使CBN晶粒表面很洁净。结合剂材料的选择及加入量方面,总的结合剂加入量应充足但不能过多。实验结果表明,聚晶耐磨性和抗弯强度等与平均自由程(粘结相层厚度)关系密切,当平均自由程为0. 8~1.2μm时,聚晶磨耗比值比较高,此时结合剂掺入量为10%~15%(质量比)。
PCBN刀具有很高的硬度及耐磨性,能在高切削速度下长时间地加工出高精度零件(尺寸分散性小),**减少换刀次数和刀具磨损补偿停机所花费的时间。因此,很适合于数控机床及自动化程度较高的加工设备,并且能使设备的高效能得到充分发挥。在难加工材料应用方面,PCBN刀具也显示了其***的性能,如表面喷焊(涂)材料的加工,用其它材料刀具加工,刀具寿命极低,也无法采用磨削方法加工,而PCBN是惟一适合的刀具材料;又如,在石油电站设备中使用的高合金耐磨铸铁,采用PCBN刀具较硬质合金刀具提高切削效率4倍以上,单件刀具成本下降为原来的1/5。另外在硬质合金等烧结材料的切削加工方面,PCBN刀具也显示了很好的切削性能。CBN适合用来适合加工过渡金属材质的合金钢。

CBN数控刀片硬车削淬硬钢的优势(1)硬度高、耐磨性好,BN-S20刀具可加工HRC70度的钢件,所以HRC58-62之间的淬火钢没有问题。(2)耐崩损性优异,可承受强断续切削,BN-H21刀具硬车削淬火钢端面(有群孔),不仅没有崩刃,而且耐磨性优异;(3)CBN数控刀片加工出来的淬硬钢件精度高,表面粗糙度高,BN-H05刀具硬车削淬火钢可达到;(4)干式切削,不管是BN-H10刀具,还是BN-H200刀具,以及以上刀具硬车削淬硬钢时都不需要添加切削液。 粗加工合金铸铁时,刀具必须经受铸造工艺遗留下来的表面裂纹、残砂和其它原有表面不连续所引起的断续切削。天津PCD槽铣刀PCD,CBN多晶刀具
PCBN刀具可分为整体PCBN刀片和PCBN复合刀片。天津PCD车刀片PCD,CBN多晶刀具
pcd刀具的材料是人造聚晶金刚石,硬度HV10000,寿命是硬质合金刀具的5倍,主要是用来加工有色金属材料和非金属材料,比如可以用来加工金、银、铝、铝铸合金、铜合金、镁合金、合成纤维、碳纤维、玻璃、塑料、木材及其复合材料等材料。无法加工金属材料,因为会产生化学反应,无法加工。CBN刀具是人造立方氮化硼刀具,在高温的时候还能保持高硬度的特性,CBN具有较高的硬度、化学惰性及高温下的热稳定性,PCBN刀具材料具有优良的切削性能,所以特别适合加工其硬度在HRC45以上的淬火钢、耐磨铸铁、HRC35以上的耐热合金以及HRC30以下而其它刀片很难加工的珠光体灰口铸铁。天津PCD车刀片PCD,CBN多晶刀具
上海每卓实业有限公司依托可靠的品质,旗下品牌AKIZ,森泰英格,恒峰,沃尔德以高质量的服务获得广大受众的青睐。业务涵盖了液压夹具,非标数控刀具,数控刀柄,齿轮刀具等诸多领域,尤其液压夹具,非标数控刀具,数控刀柄,齿轮刀具中具有强劲优势,完成了一大批具特色和时代特征的五金、工具项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成五金、工具综合一体化能力。值得一提的是,每卓实业致力于为用户带去更为定向、专业的五金、工具一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘AKIZ,森泰英格,恒峰,沃尔德的应用潜能。