商机详情 -
江苏五金模具是什么
1)按冲压件的使用要求合理选材所选材料应能使冲压件在机器或部件中正常工作,并具有一定的使用寿命。为此,应根据冲压件的使用条件,使所选材料满足相应强度、刚度、韧性、耐蚀性和耐热性等力方面的要求。2)按冲压工艺要求合理选材对于任何一种冲压件,所选的材料应能按照其冲压工艺的要求,稳定地成形出不至于开裂或起皱的合格产品,这是基本也是重要的选材要求。为此,可用以下方法合理选材。①试冲。根据以往的生产经验及可能条件,选择几种基本能满足冲压件使用要求的板料进行试冲,选择没有开裂或皱折的、其废品率低的一种。这种方法结果比较直观,但带有较大的盲目性。②分析与对比。在分析冲压变形性质的基础上,把冲压成型时的比较大变形程度与板料冲压成型性能所允许采用的极限变形程度进行对比,并以此作为依据,选取适合于该种零件冲压工艺要求的板材。另外,同一种牌号或同一厚度的板材,还有冷轧和热轧之分。我国国产板材中,厚板(t>4mm)为热轧板,薄板(t<4mm)为冷轧板(也有热轧板)。与热轧板相比,冷轧板尺寸精确,偏差小,表面缺陷少,光亮,内部组织致密,冲压性能更优。注:t在模具中一般厚度,例如模板的厚度、材料的厚度均可以用t来表示。 缩口是将空心件或管状件敞口处加压使其缩小的一种冲压工序。江苏五金模具是什么
检修方法(1)模具松动:冲或模的移动量超过单边间隙。调整组合间隙。(2)冲模倾斜:冲或模的直度不正,或模板间有异物,使模板无法平贴。重新组立或研磨矫正。(3)模板变形:模板硬度或厚度不够,或受外力撞击变形。更换新模板或是更正拆组工作法。(4)模座变形:模座厚度不够或受力不平均,导柱、导套直度变异。研磨矫正或重灌塑胶钢或更换模座或使受力平均。(5)冲模干涉:冲模尺寸,位置是否正确,上下模定位有无偏差,组立後是否会松动,冲床精度不ì,架模不正。(6)冲剪偏斜:冲头强度不够,大小冲头太近,侧向力未平衡,冲半斜。加强剥斜板引导保护作用或冲头加大、小冲头磨短lt增加踵跟长提早支撑引导,注意送料长度。 质量五金模具打磨压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状。
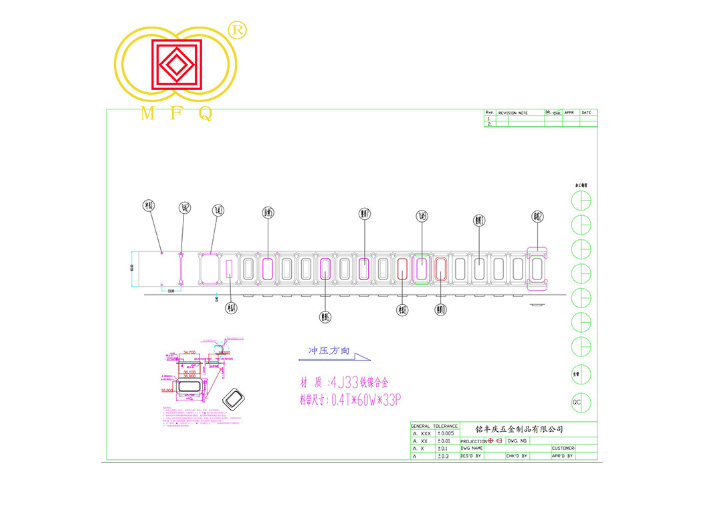
钣件的形状可分割成一些简单的图形元素,然后合成所需图形。例如:矩形是4个直角的合成;波浪形是一些曲线的合成等。因此,对于一些精度要求较高的小批量甚至单件生产的钣金件,可以用一些通用件迅速组装成单元冲压模具,采用数控技术,使之快速成形。将被加工钣金件看成一个可被分割的平面图形,对分割出来的简单图形元素进行数字化处理。即按其方位进行定位编码。如图1所示的非等距简单图形零件的数字化,缺口1、2、3、4的(Δx,Δy)均相等,方孔5的(Δx,Δy)均等于2倍的(Δx,Δy),设现有通用冲头的宽等于Δx,长等于Δy,则按如图1所示进行编号。缺口1由位置(2,0)以及位置(3,0)合成,缺口2、3、4同样由两个位置合成,方孔由8个位置合成。如果采用矩形单元快速成形,可以获得如图2所示的二维编码,由于划分过细使得到的编码较长。如果采用正方形单元快速成形,则可以获得如图3所示的二维编码,其编码减小一半。
非标模具配件常见故障,生产塑胶制品的非标设备,需要使用材质的非标冲针定做,这样才能赋予塑胶制品完整的结构以及精确的尺寸。塑胶类非标模具配件在长期连续生产使用中会出现一些故障问题,其中以下这几种便是塑胶类非标模具配件比较常见的故障及其预防办法。1、导柱损伤质量好的非标模具配件中有一个关键零件就是导柱,在模具中的主要作用是导向,可以确保在任何情况下芯和型腔的成型面都不会出现相碰的现象,但是当注射时动、定模出现移动就会导致导柱受到损伤。所以为了避免导柱出现损伤就要确保塑件的壁厚均匀一致,以及侧面对称,使导柱能够均匀受力不受伤。2、动模板弯曲非标模具配件中的动模板如果出现弯曲就会影响塑料制品的品质,所以为了预防动模板出现弯曲现象,五金模具配件,一方面要选用质量钢材来制造动模板,保证满足厚度方面的需求,另一方面则可以在动模板的下部安置适当的支撑柱以减小模板的厚度,提高动模板的承载力,避免发生弯曲。3、顶杆弯曲断裂顶杆也是非标模具配件中极为关键的一种,如果在使用中出现弯曲、断裂、漏液的情况就会让模具无法正常使用。所以应该找非标模具配件排名名的厂家来定制生产,选用质量材料,并将顶杆修磨到Z佳的尺寸。 其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。
提高模具标准化程度我国模具标准化程度正在不断提高,估计我国模具标准件使用覆盖率已达到30%左右。国外发达国家一般为80%左右。质量材料及先进表面处理技术选用质量钢材和应用相应的表面处理技术来提高模具的寿命就显得十分必要。模具热处理和表面处理是否能充分发挥模具钢材料性能的关键环节。模具热处理的发展方向是采用真空热处理。模具表面处理除完善应发展工艺先进的气相沉积(TiN、TiC等)、等离子喷涂等技术。模具研磨抛光将自动化、智能化模具表面的质量对模具使用寿命、制件外观质量等方面均有较大的影响,研究自动化、智能化的研磨与抛光方法替代现有手工操作,以提高模具表面质量是重要的发展趋势。模具自动加工系统的发展这是我国长远发展的目标。模具自动加工系统应有多台机床合理组合;配有随行定位夹具或定位盘;有完整的机具、刀具数控库;有完整的数控柔性同步系统;有质量监测控制系统。 差温拉深是利用加热、冷却手段。江苏五金模具是什么
整修工序一般也同时提高尺寸精度。江苏五金模具是什么
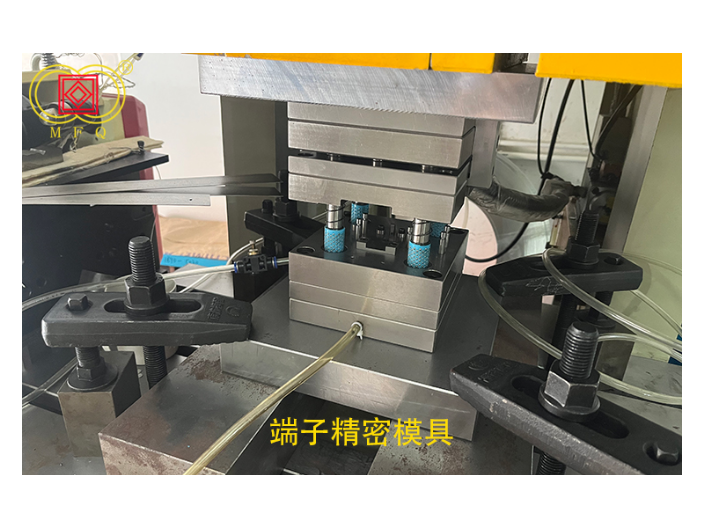
冲压模具配件的安装是个细致活,假如没有明晰的安装思路,导致东莞冲压模具安装后多次拆开重新安装、这样的降低了出产功率和冲压模具的质量,为了节省我们时刻。(1)挑选安装基准件。安装时,先要挑选基准件。挑选基准件的原则是依照模具首要模具零件加工时的依靠联系来断定。能够作为安装基准件的首要有凸模、凹模、’凸凹模、导向板及固定板等。(2)组件安装。组件安装是指模具在总装前,将两个以上的零件依照规则的技能要求连接成一个组件的安装作业。如模架的拼装,凸模和凹模与固定板的拼装,卸料与推件机构各零件的拼装等。这些组件,应依照各零件所具有的功用进行拼装,这将会对整副东莞冲压模具的安装精度起到必定的确保效果。(3)整体安装。总装是将零件和组件结组成一副完好的东莞冲压模具进程。在总装前,应选好安装的基准件和组织好上、下模的安装次序。(4)调整凸、凹模空隙。在安装模具时,有必要严格控制及调整凸、凹模空隙的均匀性。空隙调整后,才干紧固螺钉及销钉。调整凸、凹模空隙的办法首要有透光法、测量法、垫片法、涂层法、镀铜法等。(5)查验、调试。冲压模具安装结束后,有必要确保安装精度,满意规则的各项技能要求,并要依照模具验收技能条件,查验模具各部分的功用。 江苏五金模具是什么
深圳市铭丰庆五金制品有限公司主营品牌有MFQ,发展规模团队不断壮大,该公司生产型的公司。公司是一家有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。公司始终坚持客户需求优先的原则,致力于提供高质量的五金冲压,精密弹簧,精密五金模具,眼镜配件。铭丰庆五金制品自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。