商机详情 -
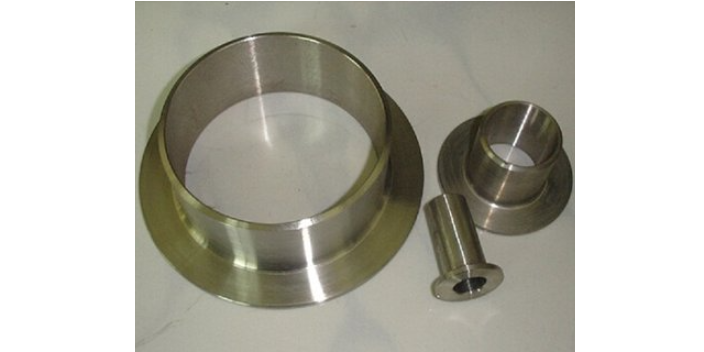
四川长型翻边图片
其变形特点属于压缩类变形,应力状态和变形特点和拉深相同,极限变形程度主要受毛坯变形区失稳起皱的限制。此外,按竖边壁厚是否有强制变薄,可分为变薄翻边和不变薄翻边。按翻边的毛坯及工件边缘状,可分为内孔(圆孔或非圆孔)翻边、平面外缘翻边和曲面翻边等。不锈钢翻边有很多种类,分类方式也不同。其中,按照变形的性质可分伸长型翻边、压缩型翻边。翻边是在毛坯的平面部分的边缘,沿着一定的曲线翻起竖立的直边的成形方式。影响极限翻边的系数的因素有以下几点:(1)材质塑性:材质的延伸率δ、应变硬化指数、各向异性的系数越大,极限翻边的系数就越小,有助于翻边。(2)孔的加工方式:预制孔的加工方式决定了孔的边缘状况,孔的边缘没有毛刺、撕裂、硬化层等缺陷的时候,极限翻边的系数就会越小,有助于不锈钢翻边。现在,预制孔使用的冲孔、钻孔的方式进行加工,数据可以显示出,钻孔比普通的冲孔的min小。采用的是常规冲孔的方式进行生产效率高,尤其是比较适合加工比较大的孔,但是会形成孔口的表面的硬化层、毛刺、撕裂等缺陷,引起了极限翻边的系数变大。其采取的是冲孔后进行热处理的退火、修孔、沿与冲孔方向相反的方向进行翻孔。温州伟诚管件有限公司 长型翻边设备值得用户放心。四川长型翻边图片

比如机车车辆的客车中墙板翻边、客车脚蹬门压铁翻边、汽车外门板翻边、摩托车油箱翻孔、金属板小螺纹孔翻边等。不锈钢翻边能替代一些复杂部件的拉深工序,改善材质的塑性流动,这样做可以防止破裂。替代先拉后切的方式制取没有底的部件,可以减少加工的次数,节省材料。不锈钢翻边接头是钢制对焊管件里的一种。通常是松套法兰里面的一段。松套法兰经常适用于介质温度与压力都不高,介质腐蚀性能比较强的情况下使用的。当介质的腐蚀性能比较强的时候,法兰接触的介质的部分是耐腐蚀的高等级材质,比如不锈钢等材质,外部是通过低等级材质,比如碳钢材质的法兰环夹紧它,这样做可以实现密封性能。不锈钢翻边接头的标准有GB12459和GB/T13401。不锈钢翻边在不同的行业中进行宽泛的使用,能够在行业中展现良好的使用价值和性能,按变形的性质,翻边可分为伸长类翻边和压缩类翻边。伸长类翻边的共同特点是毛坯变形区在切向拉应力的作用下产生切向的伸长变形,其变形特点属于伸长类变形,极限变形程度主要受变形区开裂的限制。压缩类翻边的共同特点是,除靠近竖边根部圆角半径附近区域的金属产生弯曲变形外,毛坯变形区的其余部分在切向压应力的作用下产生切向的压缩变形。宁夏长型翻边使用方法长型翻边设备,就选温州伟诚管件有限公司,让您满意,欢迎您的来电哦!

不锈钢法兰产品发展到现在是有它一定的发展规律的,从原来一生产都是那种特别标准的产品,然后慢慢的一些,挺有心眼的厂家就生产成了那种稍微的差一些,差一些的弯头产品到了市场上也能卖得出去,并且取得了不菲的利润,然后这些厂家分别的又慢慢的在短一些再薄一些,卖的价格便宜一些,从中得到了一些实惠,但是市场规律是无情的,当一些市场一些工地一些监理还有一些建筑公司,以及设备安装单位严格起来以后,这样的一些焊接弯头产品就销售不出去了。又得夸一下这个化工部的法兰产品了,因为它上面有一个工厂尺寸,公差尺寸,首先作为我们法兰工厂来说关心的是什么,就是关心着他的法兰产品的一个外径尺寸和产品的一个厚度,产品的厚度包括法兰产品的水线和密封台。法兰的热锻:热锻时,因为变形能和变形阻力小,可以铸造形状杂乱的大型法兰。为了取得具有高尺寸精度的凸缘,可以在900-1000℃的温度规模内进行热锻。不锈钢法兰不会产生腐蚀、点蚀、锈蚀、不易被磨损。不锈钢是建筑用金属材料中强度***的材料之一。由于不锈钢具有良好的耐腐蚀性,所以它能使结构部件长久地保持工程设计的完整性。含铬不锈钢冲压法兰还集机械强度和高延伸性于一身,易于部件的加工制造。
公司主要产品有:弯头(30°,45°,60°,90°,180°等)、异径弯头、翻边管(直角、圆角),异径管(同心、偏心)、四通(等径、异径)、三通(等径、异径、45°斜三通)、法兰、管帽等。尺寸:2/1″--48″(口径DN15-1600),壁厚:SCH5-160(05MM-60MM)材质为:碳钢,不锈钢(304、304L、316、316L、317、310S、321等),双相不锈钢(2205、2507、HDR),铜合金(B10、B30)等。公司的产品具有内外表面光洁、内(外)径误差小、壁厚均匀、金相组织细密、机械性能好和耐腐蚀、寿命长等特点。公司所生产经营的产品宽泛用于造纸、造船、石油、化工、电力、生物工程、天然气、污水、建筑、医药、食品(乳品)等行业,深受各界好评。我公司采用先进的冷成型生产工艺,具有多年的生产经验,拥有专业的生产设备,高素质的技术人员,确保了产品质量的可靠性。我公司本着“以质取胜,以技图宏”的企业宗旨,竭诚为广大客户服务,愿以我们的专业与您共创辉煌。温州伟诚管件有限公司致力于提供 长型翻边设备,欢迎您的来电!
不锈钢翻边知识不锈钢翻边在不同的行业中进行宽泛的使用,能够在行业中展现良好的使用价值和性能,按变形的性质,翻边可分为伸长类翻边和压缩类翻边。伸长类翻边的共同特点是毛坯变形区在切向拉应力的作用下产生切向的伸长变形,其变形特点属于伸长类变形,极限变形程度主要受变形区开裂的限制。压缩类翻边的共同特点是,除靠近竖边根部圆角半径附近区域的金属产生弯曲变形外,毛坯变形区的其余部分在切向压应力的作用下产生切向的压缩变形,其变形特点属于压缩类变形,应力状态和变形特点和拉深相同,极限变形程度主要受毛坯变形区失稳起皱的限制。不锈钢翻边资讯对焊法兰需要符合哪些技术要求?平焊法兰的工作原理介绍楼梯做不锈钢翻边有什么作用不锈钢翻边孔的加工方法是什么?不锈钢翻边按变形的性质分类不锈钢翻边在焊接时的要求不锈钢翻边焊接后需进行水冷处理不锈钢翻边为什么没那么快被腐蚀。温州伟诚管件有限公司致力于提供 长型翻边设备,有需求可以来电咨询!广西长型翻边单价
温州伟诚管件有限公司是一家专业提供 长型翻边设备的公司,欢迎您的来电哦!四川长型翻边图片
钻孔比一般冲孔的min小。采用常规冲孔方法生产效率高,特别适宜加工较大的孔,但会形成孔口表面的硬化层、毛刺、撕裂等缺陷,导致极限翻边系数变大。采取冲孔后进行热处理退火、修孔或沿与冲孔方向相反的方向进行翻孔使毛刺位于翻孔内侧等方法,能获得较低的极限翻边系数。用钻孔后去毛刺的方法,也能获得较低的极限翻边系数,但生产效率要低一些。翻边预制孔的相对直径编辑预制孔的相对直径/越小,极限翻边系数越小,有利于翻边。这是因为同样的预制孔径,材料的厚度越大,厚度方向压应的允许一定值增大,根据体积不变定律,所以翻边时变形区边缘将要开裂时的极限切向应变值增大,由可知,极限翻边系数就越小。翻边凸模的形状编辑球形凸模的极限翻边系数比平底凸模的小。此外,抛物面、锥形面和较大圆角半径的凸模也比平底凸模的极限翻边系数小。因为在翻边变形时,球形或锥形凸模是凸模前端较早与预制孔口接触,在凹模口区产生的弯曲变形比平底凸模的小,更容易使孔口部产生塑变形。所以相同翻边孔径D和材料厚度t时,可以翻边的预制孔径更小,因而极限翻边系数就越小。四川长型翻边图片