商机详情 -
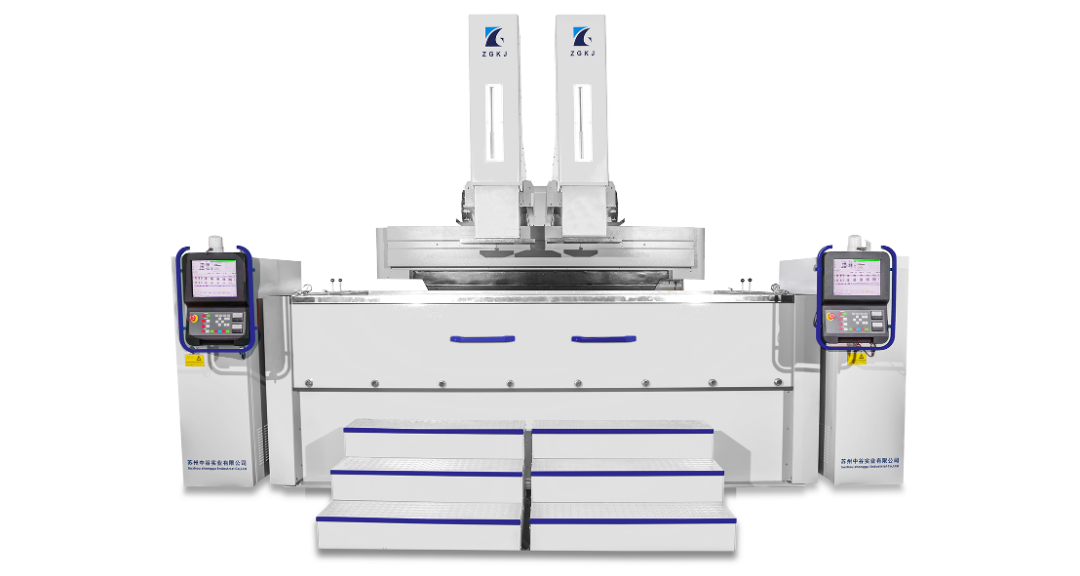
数控电火花机
工作液作为放电介质,在加工过程中还起着冷却、排屑等作用。常用的工作液是粘度较低、闪点较高、性能稳定的介质,如煤油、去离子水和乳化液等。电火花机是一种自激放电,其特点如下:火花放电的两个电极间在放电前具较高的电压,当两电极接近时,其间介质被击穿后,随即发生火花放电。伴随击穿过程,两电极间的电阻急剧变小,两极之间的电压也随之急剧变低。火花通道必须在维持暂短的时间(通常为10-7-10-3s)后及时熄灭,才可保持火花放电的"冷极"特性(即通道能量转换的热能来不及传至电极纵深),使通道能量作用于极小范围。通道能量的作用,可使电极局部被腐蚀。利用火花放电时产生的腐蚀现象对材料进行尺寸加工的方法,叫电火花加工。电火花加工是在较低的电压范围内,在液体介质中的火花放电。电火花的加工按照工具电极的形式及其与工件之间相对运动的特征,可将电火花加工方式分为五类:利用成型工具电极,相对工件作简单进给运动的电火花成形加工;利用轴向移动的金属丝作工具电极,工件按所需形状和尺寸作轨迹运动,以切割导电材料的电火花线切割加工;利用金属丝或成形导电磨轮作工具电极,进行小孔磨削或成形磨削的电火花磨削。 电火花,就选宁波宇驰机电科技有限公司,让您满意,欢迎您的来电哦!数控电火花机
其基本物理原理是自由正离子和电子在场中积累,很快形成一个被电离的导电通道。在这个阶段,两板间形成电流。导致粒子间发生无数次碰撞,形成一个等离子区,并很快升高到8000到12000度的高温,在两导体表面瞬间熔化一些材料,同时,由于电极和电介液的汽化,形成一个气泡,并且它的压力规则上升直到非常高。然后电流中断,温度突然降低,引起气泡内向,产生的动力把溶化的物质抛出弹坑,然后被腐蚀的材料在电介液中重新凝结成小的球体,并被电介液排走。然后通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。宿迁合金电火花多少钱数控电火花加工在医疗器械制造中也得到了广泛应用。
镜面火花机是模具领域比较常用的机器,与其他加工设备相比具有不可替代的优点,因此模具行业客户的选择越来越多。那么,它在工作性能上有什么特点呢?1.控制费用比较下。2.超过100毫米的工作区表面厚度介于标准机的二分之一到三分之一之间。3.加工间隔小,精度高。4.当很难打磨薄筋或侧面时,可以获得良好的剥离工作面。5.液体处置不需要在电极上打孔,不喷射也能工作。6.比100多个放电区域更容易研磨,获得均匀的工作表面。7.无需更换工作量,从粗糙工作到镜子工作,都可以使用单个插槽。8.只要对重要的粉末添加剂进行浓度管理,就能轻松提高整体表面厚度和工作精度。9.使用量为2G/L时,工作后加工台和工作产品中粉末添加剂的累积量较小,适合操作。10.改造业界时,在这种添加剂的作用下,放电数据非常多,工作速度可以达到五分之一到十分之一
电火花成型机加工中为何会积碳?积碳:电火花成型机放电加工不正常一种的表现。电火花成型机在放电过程中,当电极与工件间的间隙缩小到一定距离时,施加在电极与工件上的0ntime将介质(火花油)击穿,形成放电通道,也就产生了火花开始放电。放电通道中瞬时集中大量的热能,瞬间温度可高达一万摄氏度以上,高温使得工件表面熔化、气化。并式地飞溅到加工液中,迅速凝固成放电渣,被流动的工作液带走。这时在工件表面上便留下一个微小的凹坑,随即放电进入offftime时段,放电短暂停歇,电极与工件间恢复绝缘状态。但是当电极与工件间的金属微粒没有被被加工液完全带走时,即不能完全消除电离。当下一个0ntime来时就会行成短路,这时瞬间高温会造工件表面形成一个凸点,形成积碳。积碳在电火花成型机加工中是应该尽量避免发生的事,特别在精密模具加工会是至命的影响。电火花,就选宁波宇驰机电科技有限公司,让您满意,期待您的光临!

电火花加工是在液体介质中进行的,机床的自动进给调节装置使工件和工具电极之间保持适当的放电间隙,当工具电极和工件之间施加很强的脉冲电压(达到间隙中介质的击穿电压)时,会击穿介质绝缘强度处。由于放电区域很小,放电时间较短,所以,能量高度集中,使放电区的温度瞬间高达200%">℃,工件表面和工具电极表面的金属局部熔化、甚至汽化蒸发。局部熔化和汽化的金属在力的作用下投入工作液中,并被冷却成为金属小颗粒,然后被工作液迅速冲离工作区,从而使工件表面形成一个微小的凹坑。一次放电后,介质的绝缘强度恢复等待下一次放电。如此反复使工件表面不断被蚀除,并在工件上复制出工具电极的形状,从而达到成型加工的目的。电火花加工是不断放电蚀除金属的过程。虽然一次脉冲放电的时间较短,但它是电磁学、热力学和流体力学等综合作用的过程,是比较复杂的。综合起来,一次脉冲放电的过程可分为以下几个阶段:宁波宇驰机电科技有限公司致力于提供 电火花,欢迎新老客户来电!绍兴小孔机电火花机床
宁波宇驰机电科技有限公司为您提供 电火花服务,价格实惠,欢迎您的来电哦!数控电火花机
ZNC火花机安装导向器加工螺纹.电极要求:电极需加工成螺纹状,且电极需能旋转,需用一圆形过度连接装置,一头可在宝玛ZNC火花机加工头上固定,另一头内孔可安装用轴承,并将电极非加工一边安装到轴承。导向器要求:导向器需用不导电材料制作,导向器内孔形状需于电极形状一至。将电极过度连接装置固定(包含螺纹电极)于宝玛ZNC火花机加工头上,检查螺纹电极旋转是否顺畅,将导向器固定在工件上方。螺纹电极TOUCH工件后设定深度,设定好放电参数既可放电加工。因电极能旋转,随着放电深度的加深,电极既依据导向器的螺纹形状作立体螺旋式放电加工。数控电火花机