商机详情 -
特殊解决方案信息推荐
三坐标测量仪机型介绍
结构型式:三轴花岗岩、四面全环抱的德式活动桥式结构.
传动方式:直流伺服系统 + 预载荷高精度空气轴承
长度测量系统:RENISHAW开放式光栅尺,分辨率为0.1μm
测头系统:雷尼绍控制器、雷尼绍测头、雷尼绍测针机 台:高精度(00级)
花岗岩平台使用环境:温度(20±2)℃,湿度40%-70% ,温度梯度1℃/m,温度变化 1℃/h
空气压力:0.4 MPa - 0.6 Mpa
空气流量:25 L/min
长度精度MPEe: ≤2.1+L/350 (μm)
探测球精度MPEp: ≤2.1μm IT行业型解决方案的五个系统流程分析。特殊解决方案信息推荐
解决方案
主要优点1.表面阳极化航空铝合金;2.高精度自洁式空气轴承;3.高精度欧洲进口光栅尺;4.精密三角梁专利技术。应用领域宽泛的应用于汽车、电子、机械、汽车、航空、君工、模具等行业中的箱体、机架、齿轮、凸轮、蜗轮、蜗杆、叶片、曲线、曲面等的测量、五金、塑胶等行业中。使用方法三坐标测量机(CMM)的测量方式通常可分为接触式测量、非接触式测量和接触与非接触并用式测量。其中,接触测量方式常用于机加工产品、压制成型产品、金属膜等的测量。为了分析工件加工数据,或为逆向工程提供工件原始信息,经常需要用三坐标测量机对被测工件表面进行数据点扫描。以三坐标的FOUNCTION-PRO型三坐标测量机为例,介绍三坐标测量机的几种常用扫描方法及其操作步骤。专注解决方案变速实施IT行业客户系统解决方案。
三坐标测量机的扫描操作是应用PCDMIS程序在被测物体表面的特定区域内进行数据点采集,该区域可以是一条线、一个面片、零件的一个截面、零件的曲线或距边缘一定距离的周线等。扫描类型与测量模式、测头类型以及是否有CAD文件等有关,控制屏幕上的“扫描”(Scan)选项由状态按钮(手动/DCC)决定。若采用DCC方式测量,又有CAD文件,则可供选用的扫描方式有“开线”(OpenLinear)、“闭线”(ClosedLinear)、“面片”(Patch)、“截面”(Section)和“周线”(Perimeter)扫描;若采用DCC方式测量,而只有线框型CAD文件,则可选用“开线”(OpenLinear)、“闭线”(ClosedLinear)和“面片”(Patch)扫描方式;若采用手动测量模式,则只能使用基本的“手动触发扫描”(ManulTTPScan)方式;若采用手动测量方式并使用刚性测头,则可用选项为“固定间隔”(FixedDelta)、“变化间隔”(VariableDelta)、“时间间隔”(TimeDelta)和“主体轴向扫描”(BodyAxisScan)方式。
地磁场
① 定义:在地球周围的空间里存在的磁场,磁针指南北是因为受到地磁场的作用。
②磁极:地磁场的北极在地理的南极附近,地磁场的南极在地理的北极附近。且地磁场磁极与地理两极并没有互相重合,存在磁偏角。
③磁偏角:首先由我国宋代的沈括发现。并在《梦溪笔谈》中提到。磁针的北极指示地理位置的北方和地磁的南方,磁针的南极指示地理位置的南方和地磁的北方。
④形状:跟条形磁体的磁场很相似
磁现象
磁体两端磁极强,指南S指北N.
异名相吸同名排(斥),常见磁体靠磁化。 如果有很好的分析问题,对成功案例进行客观分析,本身也是产生更好解决方案的基础。
主要特征三轴采用天然高精密花岗岩导轨,保证了整体具有相同的热力学性能,避免由于三轴材质不同热膨胀系数不同所造成的机器精度误差。花岗岩与航空铝合金的比较1.铝合金材料热膨胀系数大。一般使用航空铝合金材料的横梁和Z轴在使用几年之后,三坐标的测量基准——光栅尺就会受损,精度改变。2.由于三坐标的平台是花岗岩结构,这样三坐标的主轴也是花岗岩材质。主轴采用花岗岩而横梁和Z轴采用铝合金等其他材质,在温度变化时会因为三轴的热膨胀系数不均同而引起测量精度的失真和稳定。解决方案直接为执行层面服务,它们不是简单的线性关系和单一接口。专注解决方案变速
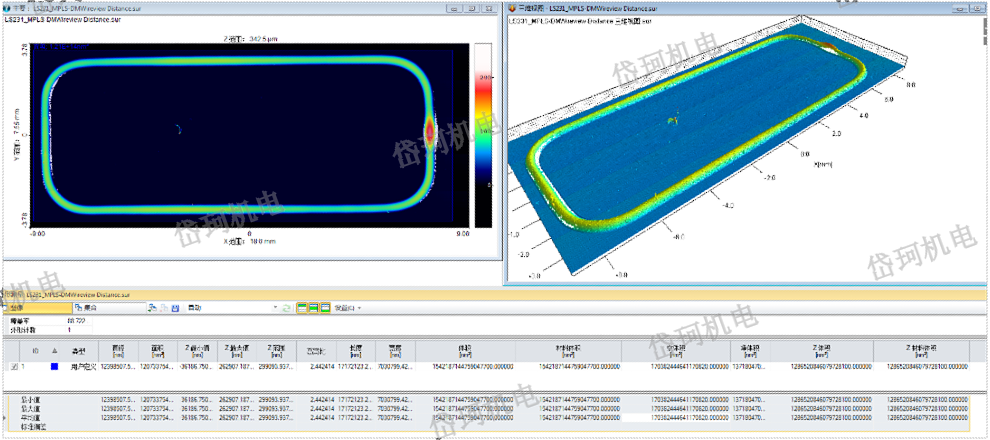
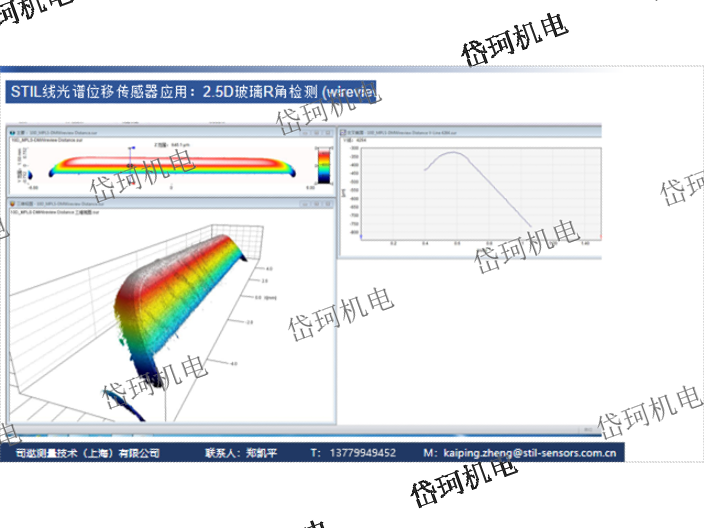
3D轮廓仪运用解决方案。特殊解决方案信息推荐
功能原理简单地说,三坐标测量机就是在三个相互垂直的方向上有导向机构、测长元件、数显装置,有一个能够放置工件的工作台(大型和巨型不一定有),测头可以以手动或机动方式轻快地移动到被测点上,由读数设备和数显装置把被测点的坐标值显示出来的一种测量设备。显然这是较简单、较原始的测量机。有了这种测量机后,在测量容积里任意一点的坐标值都可通过读数装置和数显装置显示出来。测量机的采点发讯装置是测头,在沿X,Y,Z三个轴的方向装有光栅尺和读数头。其测量过程就是当测头接触工件并发出采点信号时,由控制系统去采集当前机床三轴坐标相对于机床原点的坐标值,再由计算机系统对数据进行处理。特殊解决方案信息推荐