商机详情 -
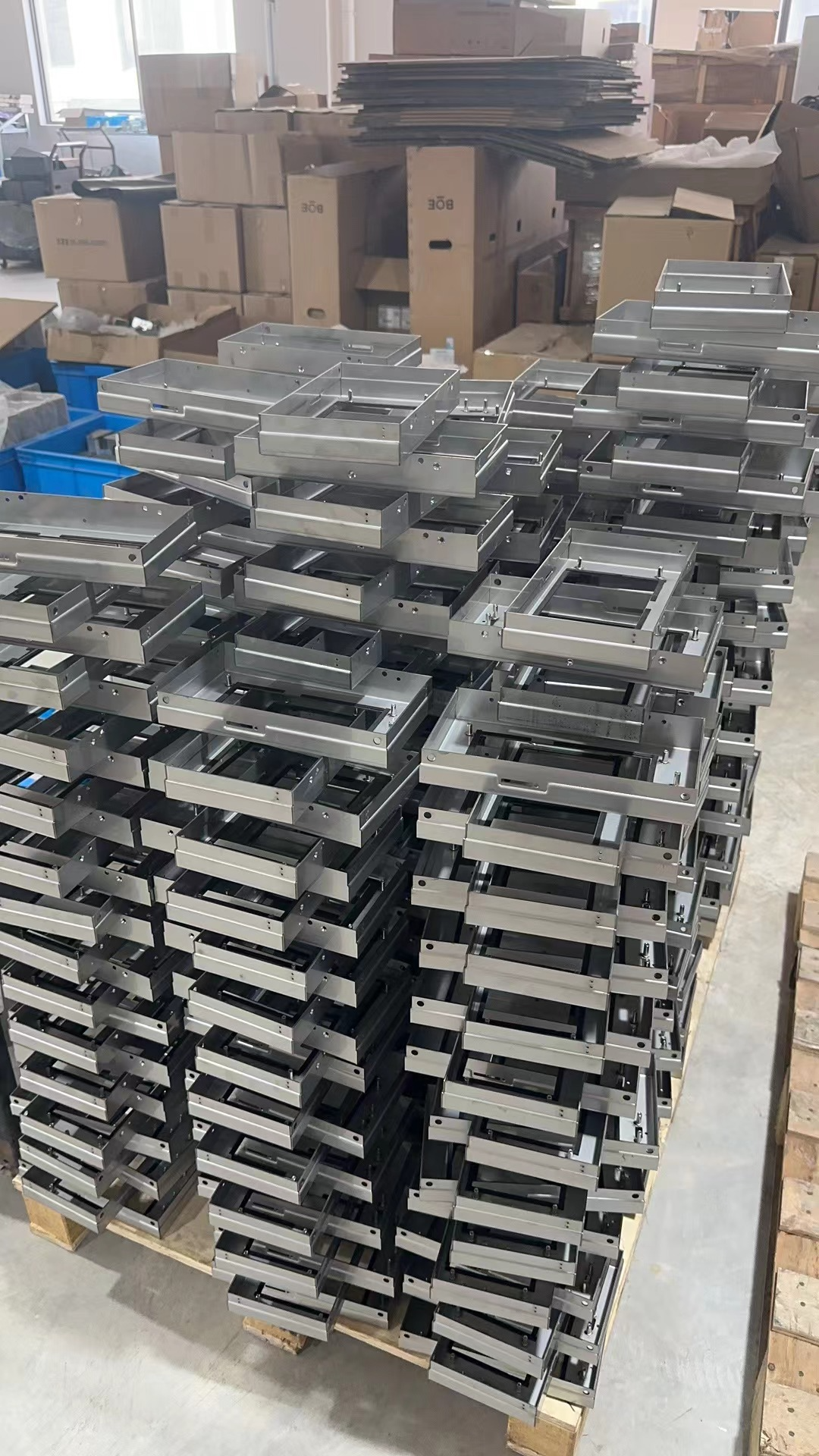
浙江钣金加工厂
在钣金加工中,确保金属板材的厚度和强度满足设计要求的方法如下:选择合适的材料:根据设计要求和用途,选择合适厚度和材质的金属板材。例如,冷扎板和热扎板的常用厚度范围是小于或等于3.0mm,铝板则小于或等于4.0mm,不锈钢板通常小于或等于2.0mm。避免平板设计:单纯的平板式钣金强度较低,容易变形,尤其是在使用较软和较薄的材料时。因此,在设计时应考虑增加折弯、压筋或其他加固结构,以提高整体的结构强度和稳定性。控制加工工艺:钣金加工方法包括手工钣金和机械钣金。在加工过程中,应严格控制加工参数,如折弯力、冲压力等,以确保不会因加工过程中的不当操作导致材料厚度减小或强度下降。定期检测和维护设备:确保所有用于钣金加工的设备都处于良好的工作状态,定期进行维护和校准,以避免因设备问题导致的加工误差。进行质量检验:在生产过程中,应定期对钣金件进行抽样检查,包括厚度测试、强度测试等,以确保产品符合设计规范。不锈钢钣金件的设计和制造过程需要考虑到成本、性能和美观等多个因素。浙江钣金加工厂
可持续性材料的利用:环保趋势将推动钣金行业探索更多可回收或生物基材料的应用,以减少对环境的影响。材料混合工艺:未来的钣金加工可能会涉及多种材料的结合,例如金属与塑料或金属与复合材料的结合,以满足多功能一体化产品的需求。高温超导材料的突破:若高温超导材料取得关键性的技术进步,钣金加工行业可能会需要开发新的加工方法来处理这些特殊材料。材料添加制造(MAM):与传统的减材制造(例如切割和冲压)相比,材料添加制造技术,如金属3D打印,可能会为复杂钣金部件的生产提供更多可能性。高性能钢的应用:新型高性能钢铁材料的研发,如马氏体时效钢,可能会因其优异的力学性能而在钣金加工领域得到广泛应用。柔性材料的处理:随着柔性电子学的发展,钣金加工行业可能需要掌握如何处理和成形柔性材料,以便应用于创新的产品设计中。金华空压机配件钣金批发在钣金制造中,如何有效地减少材料的浪费和提高材料利用率?

在钣金制造过程中,实施质量控制措施以确保产品的可靠性和耐用性,可以采取以下几个关键步骤:材料选择:选择合适的材料是确保产品质量的第一步。需要根据产品的设计要求和预期用途,选择符合标准的材料,以保障产品的强度和耐久性。工艺规程:制定合理的工艺规程,包括切割、剪、冲、折、焊接等工序的详细操作指南,以确保每一步骤都能精确执行,减少加工过程中的变形和裂纹等缺陷。设备选型:选择性能稳定的加工设备,并进行定期维护和校准,以保证设备的精度和效率。操作规范:对操作人员进行专业培训,确保他们熟悉设备操作和工艺流程,遵守操作规范,从而减少人为错误。质量检验:在生产过程中实施严格的质量检验,包括对原材料、中间产品和产品的检查,以及采用先进的检测设备和方法,如自动化视觉检测系统,来确保产品质量符合标准。
对于需要大量生产的钣金件,优化加工流程以提高效率和降低成本是至关重要的。以下是一些可以考虑的策略:工艺分析与优化:审查现有的工艺流程,识别任何可能导致效率低下或成本增加的环节,并寻求改进的方法。自动化与机械化:投资自动化设备和机器人技术来减少手动操作步骤,提高生产速度和一致性,同时降低劳动力成本。模具和工具的优化:设计高效的模具和工具可以减少加工时间,并确保零件的一致性和质量。材料管理:优化材料的使用,减少浪费,选择成本效益高的材料供应商,以及考虑使用可回收材料。批量生产计划:通过制定有效的生产计划和批次管理,减少设备和人员的待机时间。不锈钢钣金件的公差要求严格,以确保产品的稳定性和可靠性。

选择合适的钣金加工设备来完成特定的加工任务需要考虑多个因素,以下是一些选择时可以参照的要点:明确加工需求:要明确具体的加工任务是什么,包括所需加工的钣金件的形状、尺寸、厚度以及预期的生产批量。这将直接影响到所需设备的类型和规格。考虑材料特性:不同的钣金材料如不锈钢、铜、铝等,它们的物理和化学特性不同,需要使用不同的加工方式。例如,不锈钢板材可能需要更高功率的激光切割机来处理。设备精度与效率:根据产品的精度要求和生产效率需求,选择相应精度等级和自动化程度的设备。例如,数控折弯机、数控剪板机、数控卷板机等都是具有高精度和高效率的设备。设备的兼容性:考虑到未来的发展潜力和灵活性,选择能够适应多种加工工艺和材料的设备会更有优势。供应商的选择:选择设备供应商时,要考虑供应商的信誉、服务、技术支持和售后服务等因素。一个好的供应商不仅能提供优良的设备,还能提供及时的技术帮助和维修服务。对于大批量生产的钣金件,自动化生产线如何提升生产效率和一致性?安徽钣金机箱加工
进行电焊或激光切割钣金时,有哪些安全措施必须遵守?浙江钣金加工厂
在钣金折弯过程中,选择合适的折弯半径和角度对于避免材料变形或破裂至关重要。以下是一些选择合适折弯半径和角度的建议:确定折弯半径:当板料厚度不大于6mm时,折弯的内半径通常可以直接等于板料厚度。对于板厚大于6mm且小于12mm的情况,折弯半径应为板厚的1.25至1.5倍。如果板厚不小于12mm,则内折弯半径一般为板厚的2至3倍。当折弯半径小于板厚时,可能需要特殊的模具加工。确定折弯角度:设计时需要考虑实际的折弯角度,如果要求折弯90°且折弯半径特别小,可能需要先进行刨削处理或者使用特殊折弯机模具。折弯过程中,确保折弯处有适当的折弯半径,不宜过大也不宜过小,以避免开裂或反弹。计算折弯扣除:使用折弯系数和折弯扣除计算方法来确定钣金原料的平展长度,从而得出所需的折弯零件尺寸。浙江钣金加工厂