商机详情 -
灯串实验室用串焊机品牌
附有的自动供带机构的功能:主要是方便的提供上好助焊剂、且取好长度的焊带给手工贴电池片组合用,焊带连续工作的数量可设,长度可设。操作为以下:1.将焊带放置到供料轴上,并按照要求手动牵引焊带依次经过整形装置、上助焊剂装置、焊干装置、压紧装置、剪切装置等(即为开始次上焊带时的准备,当有焊带时就不需要了)。2.当需要焊带时,设定焊带的各参数以后,触点供带自动按钮,焊带夹爪前去拉取焊带,整形机构压紧焊带,经过一段整形长度也即拉直的动作过程,再到剪切模具,焊带经过剪断之后,被拉到设定的放带位置(可以放一个储料盒)。上助焊剂是在整形与烘干之间,烘干在上助焊剂与模具之间。只要焊带有运动过程上助焊剂与烘干就同时在进行。与此同时,拉带机构与放带机构的马达会配合动作。3.拉带机械手完成一根带的所有动作以后,重复以上的动作,直至完成设定的数量。 红海新的实验室用串焊机可以做银浆分析、焊接拉力测试、铜带材料分析、助焊剂活性分析、硅片性能测试。灯串实验室用串焊机品牌
实验室用串焊机
实验室用串焊机案例应用范围广,不同的案例其配置不同,功能也不同。是用来做实验,现有夹具、焊台是针对166电池片的9栅线之栅线距,实际焊接时可以根据自身需选择任意1条栅线或1~9条栅线选任意数量做任意组合,如果后续要焊另外的产品需另外采购相应的夹具或焊台。现就功能要求简单的一个案例功能做主要描述。1.如果要双面焊接就预先把焊丝按夹具位置摆放好并确保焊带的直线度状态2.手工把电池片放在焊台上,并确保与夹具同步(可以靠临时基准挡边来做位置参照)。3.人工把焊带(铜带必须是预先拉直的、取好长度且要求上过助焊剂的)贴在要求焊接的电池片正面的栅线上(两端有夹具槽,可供放直径),如果是单面焊接就不需要以上的第1步。4.只要按自动按钮,焊接机构下降至压网压住焊带的合适位置,并按设定的功率及焊接时间(附加冷却时间)完成焊接。完成后上升焊接机构直至移开到方便取卸焊接后的产品位置。5.取走焊好的电池片。 远程监控摄像头实验室用串焊机类型实验室用串焊机怎样实现光伏组件中串焊用的助焊剂活性分析实验?
实验室用串焊机的主要结构包括以下部分:1.自动进料机构:焊带自动运行至主机进行处理焊接。2.焊带处理机构:焊带涂抹助焊剂和自动切断。3是CCD外观检测及定位系统:CCD摄像头对电池片的外观进行检测和定位。4.焊接机构:用焊带将太阳能电池片进行串焊。5.下部电池片预热单元:对太阳能电池片下部进行预热。6.皮带传输机构:将焊接完毕的成品整齐排列输出。除此之外,串焊机还有包括电池串置件、电池串升降装置、焊接头驱动装置、冷却系统、控制系统等部分,以实现其完整的焊接功能。
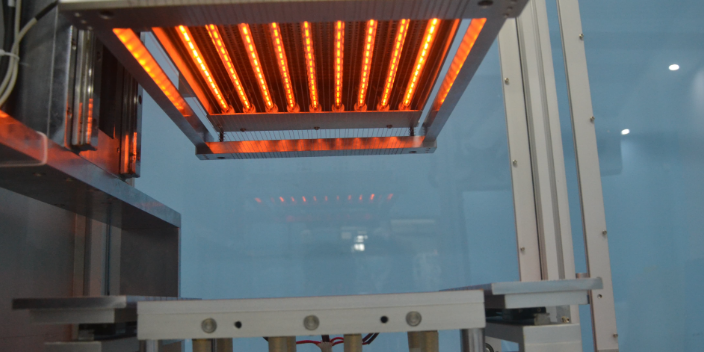
实验室用串焊机配置方案五:自动红外焊接机构匹配自动供带机构。机台主要结构1.自动红外焊接机构一套。2.可移动焊台一套(附电池片位置对位的夹具一套)。3.自动供带机构(标配五栅即五圈焊带供应,如要更多可选配。还有栅线间距不同也可以选配不同的导带轮,设备上已有一种间距规格的)。4.自动拉直焊带机构。5.自动上助焊剂机构。6.自动烘干机构。7.自动取长切断模具机构。8.自动拉带机构。9.自动导带跟随机构。10.自动交替压带机构。11.不锈钢封板及品质高电泳铝型材骨架及有机玻璃透明板、按钮、警示灯组成的机柜,设备外观有档次及配有进口浮马脚轮脚撑。12.有触摸屏(人机界面)及PLC管控器等电气及气动管控件。 焊接拉力测试实验可以用实验室用串焊机吗?

选择实验室用串焊机进行银浆分析,需要根据具体的实验需求和银浆的特性进行配置。以下是一些常见的配置选项:1.温度控制:根据银浆的熔点,选择合适的温度范围的温度控制系统,以确保实验结果的准确性和重复性。2.压力控制:对于某些银浆样品,需要在一定的压力下进行实验,因此需要选择具有压力控制系统的串焊机。3.焊接头:根据实验需求,选择不同类型和尺寸的焊接头,以确保能够准确地连接样品。4.电源:根据串焊机的规格和要求,选择合适的电源,以确保实验过程中电源的稳定性和可靠性。5.控制系统:选择具有简单易用、精确可靠的的控制系统的串焊机,以确保实验过程的自动化和精确控制。综上所述,选择实验室用串焊机进行银浆分析时,需要根据具体的实验需求和银浆的特性进行配置,以确保实验结果的准确性和重复性。 实验室用串焊机的人工需求大吗?共享单车实验室用串焊机售价
实验室用串焊机的焊灯运动轴是什么?灯串实验室用串焊机品牌
第二条(主要功能及描述说明)如下:1.手工把电池片放在焊台上。2.机台复位时,在准备就绪阶段,焊台是远离焊灯位置(上料位,方便上料),手工把电池片放在焊台上(有夹具附件做参照,确保电池片位置的重复精度)。3.确认放好片后,打开焊台的真空阀门(焊台是多组气路,根据实际上的不同的电池片尺寸,可以单独开对应的阀门)。4.人工把焊带(铜带是已通过附有的自动供料机构拉直的、取好长度且上过助焊剂的)贴在要求焊接的电池片正面的栅线上(焊台上装有对焊带的夹具,须要需方提供栅线的间距及焊带的尺寸)。5.只要按自动按钮,进入自动运行状态。焊台会自动运行到焊接位置。焊接机构下降至压网压住焊带的合适位置也就是设定的高度(同时开启了预热功率),并按设定的功率及焊接时间(附加冷却时间)完成焊接。完成后再保留设定的冷却时间(回到预热功率),之后再以设定的速度上升到设定的位置(直至移开到方便取卸焊接后的产品位置)。以上的“设定”是各自的参数化设计,可以根据实际情况进行设定。除了在人机界面上可以设定参数,还可以看到相关的提示或报警信息,还可以在上面触点相应的软按钮来替代按钮开关的操作。6.焊台返回到上料位置,人工取走焊好的电池片。 灯串实验室用串焊机品牌