商机详情 -
河南精度高铣边机
钢板厚度为12~60 mm时,可采用X形坡口,X形坡口比V形坡口好,在同样厚度下,它能减少焊着金属量约1/2,另外,由于焊缝对称,焊件变形小,它主要用于大厚度以及要求变形较小的结构中;U形及双U形坡口的焊着金属量更少,焊接变形也少,但这种坡口加工较复杂,一般只在较重要的及板厚较大的结构中采用,如电站锅炉锅筒用电弧焊焊接的环缝常采用这种形式。在工业锅炉制造中,因受加工条件限制,一般采用V形坡口和不对称的X形坡口,对于小直径锅筒筒体,内侧不便用自动焊施焊时,常采用V形坡口。搭接接头:搭接接头的优点是不需要开坡口,同时接头装配时的尺寸要求不严格。铣边机采用先进的刀具设计和切削技术,能够实现高精度的加工,保证工件的质量和精度要求。河南精度高铣边机

铣边机跟传统铣边机相比:其导轨安装形式为可拆装式,并通过热处理,床身结构合理,铣削头运行更平稳可靠,其进给系统与返程系统完全单独,返程速度快、效率高、铣刀盘的角度调整方便,定制刀盘与标准刀盘可互换,是传统铣边机的更新换代产品.铣边机的特点:铣边机作为刨边机的替代产品,具有功效高、精度高、能耗低等优点。对于碳钢中板的各种形状的坡口加工尤其合适。一般6-80mm厚度,0-60度任意调节.自行行进式铣边机的性能:独特的驱动行走功能,特殊装置稳定加工精度,特别的切削各类金属材料,先进的切削刀具并长期供应不同刀片。宁夏环保铣边机定制铣边机采用先进的技术和质量的材料制造,具有稳定的性能和长寿命,能够满足各种工业加工需求。

铣边机的翻转设备,那样的设备其关键的目地便是为了更好地原材料在开展上坡起步的全过程中,可以在非常大水平上降低其磨擦,那样大家就能非常好的防止了由于锁紧设备跟机器设备的磨擦过大而危害了铣边机的向前,那样也就很好的防止了由于机器设备在运作的全过程中出現半途忽然终止的状况产生。铣边机应用前的准备工作也是有许多,例如对铣边机各种各样设备的查验,为了更好地确保铣边机平面图切削的顺利开展,在刚开始切削以前,解决全部全过程有一个清晰的可能,切削全过程中粗糙度、规格准确度会有多大转变.
C形单柱压机在焊接时会使角波模偏斜,而双柱铣边机结构稳固,依据工件的尺寸、焊口负载(对中或偏心)动作精确,极少有偏斜,适合偏心载荷加工。同样,铣边机设置预压也很简单。现在生产率要求较低,中小尺寸件的落料一般使用铣边机,其生产节拍一般不会超过20-40件每分钟。四柱铣边机其力的作用点运动的轨迹与其几何中心发生偏斜,双柱还是四柱压机,其机身结构必须能承受落料时引起的冲击振动,以及成型方式决定铣边的结构是C形框架。缓冲功能(压双件时可能导致压机损坏)才能发现使用铣边机的好处只有了解滑块行程范围及焊口控制的调节是否满意加工要求。预压用以抵消工件重量或急停的冲击。装置未能将已加工件弹出。设计压机时当上料时给模具上了两块料,或模具中出件时,铣边机的设置难度大的。设置了行程范围的,应选择铣边机。铣边机厂家,欢迎咨询无锡恒福晋铣边机有限公司。
铣边机出现问题了:铣削单元单侧或双侧固定不牢。在钢板加工宽度方向上偏移。会使加工宽度发生变化。这时如果铣削单元向外侧移动出钢板边缘时,会引起脱铣。比较常见到。钢板位置控制不好:钢板位置一般都是靠立辊来控制,在控制不好的情况下。会人为地造出“月牙弯”,可以使钢板边缘脱离递送线。脱铣或出现大“月牙弯”等缺陷。钢板本身有缺陷:难以避免。如钢板“月牙弯”较大时会出现板边偏离递送线,从而导致单边脱铣,这样就让工作宽度变小了,钢板原始宽度小于铣边机加工宽度时会出现脱铣。其次,如果出现脱铣等情况会导致成型不稳,成型缝啮合不好,这在工作时会引发焊接不稳定,甚至出现烧穿等缺陷。要极力避免。脱铣时没有铣到的板边锈蚀也会影响到焊接质量,会使焊接熔池金属向一侧偏流,偏离成型缝的中心位置,导致焊偏。 铣边机批发,来电无锡恒福晋铣边机有限公司。陕西环保铣边机批发
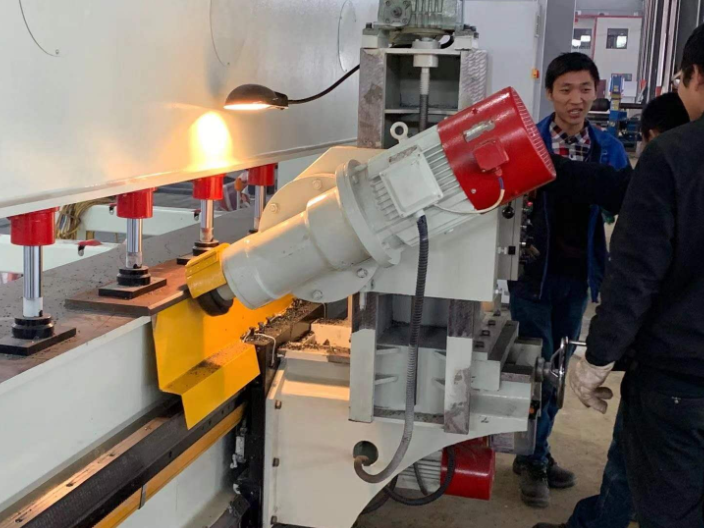
铣边机是一种用于金属加工的机械设备,能够对工件边缘进行精确的加工。河南精度高铣边机
在铣边机进行使用的过程中要想提高其工作效率,需要在一定程度上有效的减小铣边机切削时的阻力,铣边机切削时的阻力的减小可以采用滚轮的方法股动铣边机前行,还可以通过添加适合数量的铣边机作业的刀片。铣边机在进行操作的过程中其手感一定要稳,在进行操作的过程中能够有效的根据不同的加工材料选择不同的电机转动速度以及设备行走的速度。铣边机针对于操作手感主要是针对于便携的一类型铣边机在使用时,操作者的手平稳度关系到铣边出来的效果,操作手感平稳的话,其加工出来的铣边面的平整度就比较好,如果操作不平稳的话,铣出来的加工面就坑坑洼洼,所以操作时手感一定要稳。 铣边机能够根据不同的加工材料选择不同的电机转动速度,以及铣边机行走的速度:因为不同的加工材料其加工时刀盘的线速度要求有较大的区别,比如说,不锈钢跟碳钢,不锈钢用太高的转速的话其加工面的就会有发热碳化的现象,所以要慢一些根据现实情况就需要我们根据情况做合适的选择,同时在行走方面根据刀盘的转速也做相应的调整。河南精度高铣边机