商机详情 -
无锡微通道换热器
气液反应的速率和转化率等往往取决于气液两相的接触面积。这两类气液相反应器气液相接触面积都非常大,其内表面积均接近20000m2/m3,比传统的气液相反应器大一个数量级。“创阔科技”“创阔科技”气液固三相反应在化学反应中也比较常见,种类较多,在大多数情况下固体为催化剂,气体和液体为反应物或产物,美国麻省理工学院发展了一种用于气液固三相催化反应的微填充床反应器,其结构类似于固定床反应器,在反应室(微通道)中填充了催化剂固定颗粒,气相和液相被分成若干流股,再经管汇到反应室中混合进行催化反应。麻省理工学院还尝试对该微反应器进行“放大”,将10个微填充床反应器并联在一起,在维持产量不变的情况下,大大减小了微填充床反应器的压力降。“创阔科技”气液固三相催化微反应器-充填活性炭催化剂的微填充床反应器“创阔科技”气液固三相催化微反应器-并联微填充床反应器系统“创阔科技”“创阔科技”电化学微反应器属于液相微反应器,而光化学微反应器其反应物既有液相也有气相的,由于它们都有其特殊性,故不能简单的划为液相微反应器或气相微反应器,而应单独列为一类。高效微通道反应器加工联系创阔金属科技。无锡微通道换热器
微通道换热器
创阔能源科技微通道加工材质的选择在低介质流量时,热阻控制区为低热导率区。因此低热导率材料换热器(如玻璃)的换热效率要明显高于诸如金属等具高热导率的换热器。在高介质流量时,对于结构参数一定的换热器,随操作流量的增加,导热热阻对换热效率的影响逐渐增强,高效换热区也向高热导率方向移动,换热器材料可用热导率相对较低的金属材料(如不锈钢)。Bier等对错流式微通道换热器内气-气换热特性进行了数值分析和实验研究,结果表明,不锈钢微通道换热器的换热效率高于铜微换热器。无锡微通道换热器工业多层换热器设计加工创阔科技。
创阔能源科技制作的微化工反应器的特点,对反应时间的精确控制:常规的单锅反应,往往采用逐渐滴加反应物,以防止反应过于剧烈,这就造成一部分先加入的反应物停留时间过长。对于很多反应,反应物、产物或中间过渡态产物在反应条件下停留时间一长就会导致副产物的产生。而微反应器技术采取的是微管道中的连续流动反应,可以精确控制物料在反应条件下的停留时间。一旦达到比较好反应时间就立即传递到下一步或终止反应,这样就能有效消除因反应时间长而产生的副产物。结构保证安全性:由于换热效率极高,即使反应突然释放大量热量,也可以被吸收,从而保证反应温度在设定范围内,很大程度地减少了发生安全事故和质量事故的可能性。而且微反应器采用连续动反应,在反应器中停留的化学品量很少,即使万一失控,危害程度也非常有限。
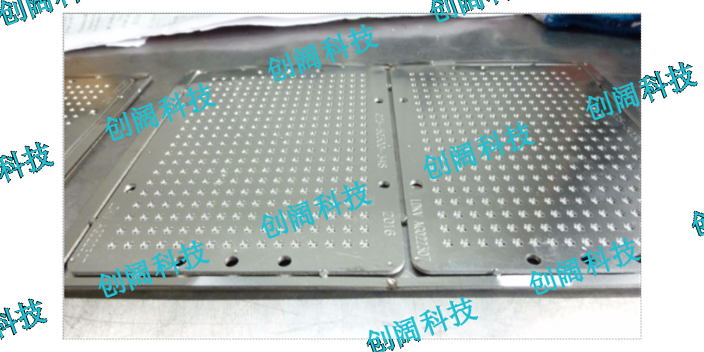
创阔科技微通道是微型设备的关键部位。为了满足高效传热、传质和化学反应的要求,必须实现高性能机械表面的加工制造,其中包括金属材料制造各种异形微槽道的技术,金属表面制造催化剂载体的技术等。常规微系统微通道的加工制造技术主要有以下4大类:(1)IC技术:从大规模集成电路(IC工艺)发展起来的平面加工工艺和体加工工艺,所使用的材料以单晶硅及在其上形成微米级厚的薄膜为主,通过氧化、化学气相沉积、溅射等方法形成薄膜;再通过光刻、腐蚀特别是各向异性腐蚀、层腐蚀等方法形成各种形状的微型机械。虽然IC工艺的成熟性决定了它目前在微机械领域中的主导地位,但这种表面微加工技术适合于硅材料,并限于平面结构,厚度很薄,限制了应用范围。创阔科技制作微结构,微通道换热器,也可以根据需要设计制作。
创阔能源科技临界热流密度对于有相变的换热,微通道中的临界热流密度现象不同于常规通道。微通道中临界热流密度的产生是由于微通道的蒸汽阻塞。在达到临界热流密度之前,微通道的流动和传热主要是周期性的过冷流动沸腾,从微通道逸出的汽泡和进入微通道的液体反复交替冲刷微通道。一旦达到临界热流密度,微通道中的流动和传热主要是一个蒸汽周期性逸出的过程。一直持续到过热蒸汽的出现,直到整个微通道被过热蒸汽阻塞。入口段效应Nusselt数随无量纲加热长度Lh的增加而减小。而对于常规尺度下圆管内层流换热,当Lh=,换热趋于充分发展状态,Nusselt数趋于定值。根据Lh的取值范围≤Lh≤,可以计算得到换热入口段长度占总通道长度的百分比为。入口段效应对工质换热的影响十分。超零界换热器设计加工,创阔科技。无锡微通道换热器
微通道换热器部件加工创阔科技。无锡微通道换热器
青铜和各种金属等等。这还远不是真空扩散焊所能够焊接材料的全部。真空扩散焊接的主要焊接参数有:温度、压力、保温扩散时间和保护气氛,冷却过程中有相变的材料以及陶瓷等脆性材料的扩散焊,还应控制加热和冷却速度。1、温度:系扩散焊重要的焊接参数。在温度范围内,扩散过程随温度的提高而加快,接头强度也能相应增加。但温度的提高受工夹具高温强度、焊件的相变和再结晶等条件所限,而且温度高于值后,对接头质量的影响就不大了。故多数金属材料固相扩散焊的加热温度都定为-(K),其中Tm为母材熔点。2、压力:主要影响扩散焊的一、二阶段。较高压力能获得较高质量的接头,接头强度与压力的关系见图2-46。焊件晶粒度较大或表面粗糙度较大时,所需压力也较高。压力上限受焊件总体变形量及设备能力的限制.除热等静压扩散焊外,通常取-50MPa。从限制焊件变形量考虑,压力可在表2-24范围内选取。鉴了压力对扩散焊的第兰阶段影响较小,故固相扩散焊后期允许减低压力,以减少变形。3、保温扩散时间:保温扩散时间并非变量,而与温度、压力密切相关,且可在相当宽的范围内变化。采用较高温度和压力时,只需数分钟;反之,就要数小时。加有中间层的扩散焊。无锡微通道换热器