商机详情 -
黑龙江卡盘3P-224A15
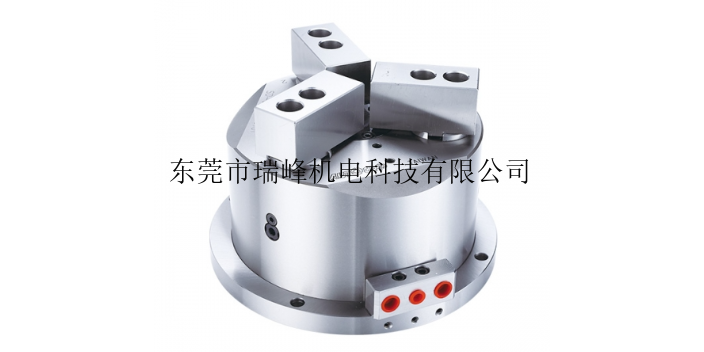
SE立置式内张后拉卡盘内张后拉|3爪内建油压缸,当使用气压做为动力源时,可选配保压阀组件。适用于内径夹持。高精度安定性,适合***制程加工。可与立置卡盘座板组合进行加工。气密检知(选配)。型号爪行程(直径)(mm)最大夹持直径(mm)**小夹持直径(mm)比较大夹持力-气压kN(kgf)比较大夹持力-油压kN(kgf)比较大使用压力-气压MPa(kgf/cm)比较大使用压力-油压MPa(kgf/cm)比较低使用压力kgf/cm2空气消耗量lit.(使用压力6.0kgf/cm2)重量(kg)SE-3053832914.3(1459)41.0(4181)0.7(7)1.3(13)20.4614.6SE-30651104420.0(2040)57.0(5812)0.7(7)1.3(13)20.5820SE-30851505032.0(3263)78.0(7954)0.7(7)1.3(13)21.0233卡盘主要加工产品大多为圆形、盘状法兰类,高精度、内径夹持之加工产品。黑龙江卡盘3P-224A15
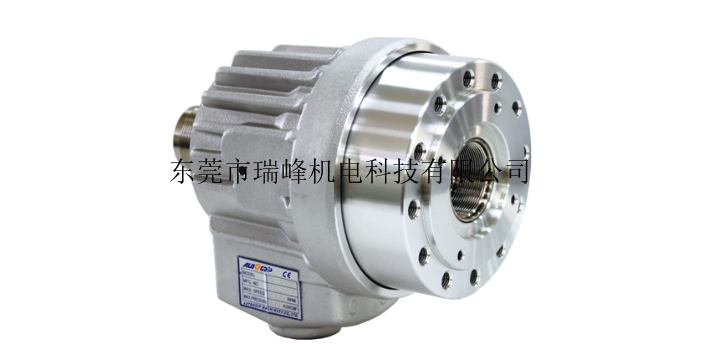
TS大孔径超短型中空回转油压缸大孔径超短型|油压缸全新短型设计,超大孔径型回转油压缸。超大孔径的贯通孔径设计使加工物之贯通孔径的范围增大。内建逆止阀自锁机构及压力泄压阀。安装时可由后端锁固之。可选购Ø40或Ø60加大排水管接头。型号活塞面积-押侧cm2活塞面积-拉侧cm2行程(mm)比较高回转数min-1(r.p.m.)最高使用压力MPa(kgf/cm2)Ikg‧m2重量(kg)总泄漏量lit./minTS-53972.467.11580004.5(45)0.0126.93.0TS-866168155.52556004.5(45)0.05616.34.0TS-1081189.2174.32548004.5(45)0.08521.24.3甘肃卡盘VH2-3205折动面均经硬化及精密研磨,并直接润滑。

3P/3P-A中实动力卡盘中实型|3爪楔形三爪中实夹头。型号-楔心行程(mm)爪行程(直径)(mm)最大夹持直径(mm)**小夹持直径(mm)容许比较大入力kN(kgf)比较大夹持力kN(kgf)比较高回转数min-1(r.p.m.)Ikg‧m2重量(kg)重量(kg)适用回转缸比较大使用压力MPa(kgf/cm2)3P-03-104.68534.5(460)11.3(1150)70000.0041.8-RK-751.2(12.4)3P-04-156.411058.1(830)22.5(2300)60000.014.1-RK-75(N)RA-1302.2(22)0.6(6)3P-05-156.4135148.1(830)25(2550)55000.026.2-RK-75(N)RA-1302.2(22)0.6(6)3P-06A5208.51651617.9(1830)52.4(5350)52500.051314RK-100(N)RA-1702.6(26)0.6(6)3P-08A5218.82102125(2550)74.5(7600)47500.142428RK-125(N)RA-2202.3(23)0.5(5)3P-08A6218.82102125(2550)74.5(7600)47500.142427RK-125(N)RA-2202.3(23)0.5(5)3P-10A6258.82542428.9(2950)107.8(11000)40000.33542RK-125(N)RA-2202.6(26)0.6(6)3P-10A8258.82542428.9(2950)107.8(11000)40000.33540RK-125(N)RA-2202.6(26)0.6(6)3P-12A63010.53042441(4180)155.8(15900)33600.735965RK-150(N)RA-2702.6(26)0.8(8)3P-12A83010.53042441(4180)155.8(15900)33600.735963RK-150(N)RA-2702.6(26)0.8(8)
组合式(VH、VP)组合式立置式中空/中实动力夹头,适合钻床、铣床或切削中心机使用,有二爪及三爪两种形式。VH中空立置式二/三爪卡盘中空型|2/3爪立置式中空动力卡盘,适合钻床、铣床或切削中心机使用,有二爪及三爪两种形式。VH2-2200型式所配对之卡盘规格及寸法与2H-2型式相同。VH2-3200型式所配对之卡盘规格及寸法与3H-2型式相同。VH-200型式所配对之卡盘规格及寸法与2H型式相同。VH-300型式所配对之卡盘规格及寸法与3H型式相同。型号活塞面积-押侧cm2活塞面积-拉侧cm2爪行程(直径)(mm)比较大使用压力MPa(kgf/cm2)重量(kg)VH2-220452.446.75.52.0(20)9.5VH2-320452.446.75.53.0(30)9.5VH2-220563.757.95.52.0(20)13.1VH2-320563.757.95.53.0(30)12.6VH2-220697.188.561.8(17.9)21.5VH2-320697.188.562.7(26.8)21.5VH2-2208128.9113.67.62.1(20.7)32.9VH2-3208128.9113.67.62.9(28.6)33.4VH2-2210189.2174.38.91.9(19.2)55VH2-3210189.2174.38.92.9(28.7)59VH-200型式所配对之卡盘规格及寸法与2H型式相同。
动力卡盘的修爪要点动力卡盘可搭配硬爪或软爪使用,使用时机取决于工件的加工工序及精度的要求。在***工程时,通常夹持的是粗胚面,对于夹持的精度要求没那么高,此时使用硬爪夹持可增加表面的摩擦力,并可长时间使用,适合重切削以提高加工效率。但针对第二工程之后加工精度要求较高的条件下,就需使用软爪并在在线成形,以确保夹持精度及加工面不受损伤。此时,正确的修爪及夹持位置就变得相当重要,不正确的修爪或夹持位置,轻则导致夹持精度变差,重则可能会带来潜在的安全疑虑。此篇文章主要在提供用户正确的卡盘软爪成形观念。一、正确的软爪成形及夹持位置欲确保使用软爪时,工件可被稳固及精确的夹持,需注意以下两点。◎正确的夹持位置:根据工件的夹持尺寸,调整夹爪的位置,夹持工件时,尽可能让夹爪(不管是硬爪或软爪)的比较好夹持点落于行程的中间范围,亦即爪行程的1/4至3/4处。*注意:若夹持位置不当时,会有下述状况:(1)夹持位置太靠近行程的上死点,因夹爪夹持面与工件之间的余隙不足,将会使得工件上料时增加难度,或装载不确实造成工件飞出的可能性。(2)夹持位置太接近行程的下死点时,会因为中仁与主爪斜楔搭接面过少。VH-300型式所配对之卡盘规格及寸法与3H型式相同。浙江卡盘CP-50
不需要另外搭配立式油压缸。黑龙江卡盘3P-224A15
TK超短型中空回转油压缸超短中空型|油压缸超短,大孔徑型迴轉油壓缸,全長僅為從來型的2/3。內建逆止閥自鎖機構及壓力洩壓閥。安裝時可由後端鎖固之。TK-A528TK-A533TK-C643TK-A646TK-B646TK-C646TK-B846TK-A853TK-B853TK-A1068TK-A1075TK-A1078TK-A1287TK-A1291TK-A1511TK-A1512TK-2114TK-2416TK-2416LTK-2820TK-A528TK-A533TK-C643TK-A646TK-B646TK-C646TK-B846TK-A853TK-B853TK-A1068TK-A1075TK-A1078TK-A1287TK-A1291TK-A1511TK-A1512TK-2114TK-2416TK-2416LTK-2820黑龙江卡盘3P-224A15