商机详情 -
铝材锻造服务
2.锻前加热由于铝合金锻造温度范围很窄,铝合金毛坯的加热应选用能够保证达到要求的温度范围并易于自动控制的箱式电阻炉,炉内空气要强制循环,并采用带有隔热屏的加热元件。目前,国内铝合金毛坯大多用铁铬铝丝电阻炉加热,炉子装有精度在±10℃范围内的自动控制仪表。为测量温度,在加热区距毛坯100-160mm处安装热电偶,基本符合要求。没有电炉时,可以使用煤气炉和油炉,但不允许火焰直接接触坯料,以防过烧。燃料的硫含量要低,以免高温下硫渗入晶界。装炉前,毛坯要除去油垢及其他污物,炉内不得与钢坯混装,以免铝屑和氧化铁屑混在一起容易产生。装炉时毛坯不得与加热元件接触,以免短路和碰坏加热元件。炉内毛坯放置距炉门250-300mm,以保证加热均匀。在毛坯和电阻丝之间加放钢板,以预防毛坯在加热过程中过烧。铝合金导热性良好,任何厚度的毛坯均不需要预热,可直接在高温炉内加热,要求毛坯加热到锻造温度的上限。为了保证强化相的充分溶解,其加热时间一般仍比钢坯的加热时间长,可按每1mm直径(或厚度)约需。对于挤压坯料或轧制坯料加热到开锻温度后,是否需要保温,以在锻造和模锻时不出现裂纹为准,而铸锭则必须保温。表。表中数据表明。铝材锻造公司的联系方式。铝材锻造服务
有的甚至采用7角型防盗设计,采用钛合金防腐蚀外层。还有的螺栓设计有5孔分离式防盗系统设计。在设计和材料上蕴藏着大智慧。簧下一公斤,簧上十公斤,这句话一点都不假,在簧下做文章可以有效的提升车辆的加速性能以及制动效果,更换锻造螺母可以说是一个比较的做法,根据实际测试,5孔车的原厂螺母,640x960系列,国内报价2000元左右,20个锻造螺母比20个原厂螺母足足轻了将近半斤,对于这么小的一个东西来说,真的已经非常吃惊了。日本有很多的隐形企业,在一个产品上做到了,比如我们以前介绍的哈德洛克螺母,被称为松动的螺母。百年老店“YKK”的拉链制造公司,凭着一条拉链创造出年营业额25亿美元的奇迹。。。这样的公司还有很多,值得我们借鉴和思考。。。购买铝材锻造解决方案铝材锻造的整体大概费用是多少?

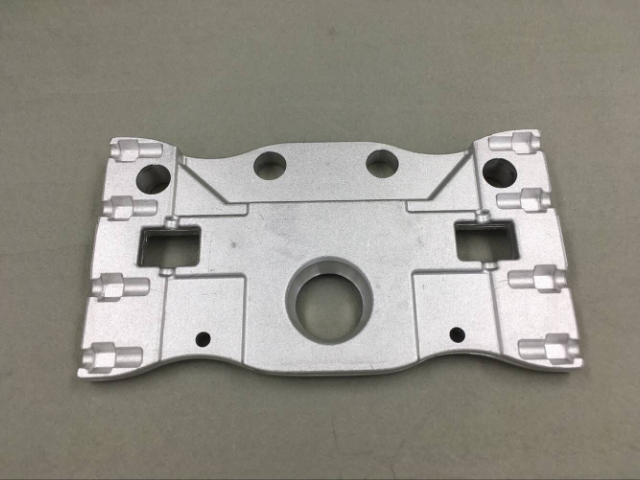
为了达到汽车减重的效果,发达国家不断加大对铝合金锻造材料及其工艺的研发力度,铝合金具有密度小、比强度高、加工性好等优点,近几年铝合金锻件的应用增速迅猛。高性能和形状复杂的铝合金锻件也对铝合金锻造企业提出了更高的要求。开发建造了多条全自动和半自动的铝合金锻造生产线,典型的铝合金锻件轻量化已经成为汽车产业发展的重要方向和必然趋势,在汽车的底盘悬挂部分(铝合金控制臂锻件和铝合金转向节锻件)如图1所示,得到了很好的应用。转向节是连接轮毂和悬架控制臂,承受汽车前部载荷,支承并带动前轮绕主销转动而使汽车转向,确保汽车稳定行驶并灵敏传递行驶方向。在汽车行驶状态下,转向节需要承受着复杂多变的载荷工况。因此,对转向节的刚度和强度与安全系数,有着很高的要求。选用铝合金作为加工制造转向节的材料,一方面可以减轻汽车重量,提高燃油经济性的优化。另一方面铝合金锻件的产品性能要远远优于其他产品。图1典型的铝合金锻件铝合金锻件的生产工艺特点铝合金锻件的生产工艺环节包括:坯料下料自动上料加热制坯预成形及压弯预锻和终锻切边固溶时效处理及后处理。欧洲的模具材料采用,国内多采用H13;悬挂件铝合金锻件原材料采用6082、6110等。
铝锻件需要每片都是分歧的没有任何多孔性、多余空间、内含物或其他瑕疵。这类方法消费的元件,强度与重量比有一个高的比率。这些元件普通被用在飞机结构中。兰溪市同力铝业股份有限公司提醒,正式因为铝锻件可伸展长度,可收缩横截面;可收缩的长度、可伸展的横截面;可改变的长度、可改变的横截面。所以,被在各行各业影响,适合机械,治金,工程等领域中。兰溪市同力铝业股份有限公司长期致力于铝合金锻造事业,拥有30多年的铝合金制品加工经验,承接各类铝合金(包括6061、,6082、,2014,、7075等)锻造产品的开发加工及生产。公司现有1000T、630T、400T锻造生产线5条(其中一条为精锻线),专业热处理线5条,有以15台CNC加工中心为主要加工设备的机械加工能力,有满足不同工艺要求的铝合金氧化线4条,拥有一套完整的铝合金深加工设备和一系列配套的专业检测设备,能够满足顾客的各种需求。兰溪市同力铝业股份有限公司经过多年的发展,已经得到了越来越多客户的认可和信任,哈雷摩托,钱江摩托,捷安特等都是我们长期稳定的客户。同力铝业股份有限公司热烈欢迎国内外客户前来参观指导,洽谈业务,希望成为您诚挚的合作伙伴!昆山市全顺铝材锻造有限公司为您提供铝材锻造 ,有想法的可以来电咨询!
一、铝合金锻造(一)铝坯料的准备和加热1.坯料准备供锻造用的铝合金坯料有铸锭、轧制毛坯和挤压毛坯。铸锭常用于制造自由锻件和各向异性比较小的模锻件。对于大型模锻件的坯料,当挤压棒材的尺寸不够时,大多也采用经锻造后的铸锭作坯料。锻造前,铸锭表面要进行机械加工,使其表面粗糙度低于μm,并进行均匀化退火,以改善塑性。铝合金的轧制毛坯,具有纤维状的宏观组织。常用轧制厚度小于l00mm的板坯和条坯制造壁板类锻件和大批生产的小型薄锻件。轧制毛坯较挤压的和锻制的毛坯具有较好的表面质量、较均匀的组织和力学性能,因此在用棒材作坯料制造大型重要锻件和模锻件时,首先选用轧制棒材,其次选用挤压棒材,才选用锻制棒材。选用轧制毛坯的问题是,厚度大的轧制板坯下料较困难,而且下料过程中金属损耗大。铝合金的挤压毛坯,由于生产灵活性大,目前大多数铝合金锻件都是以挤压毛坯作为锻造用坯料,挤压棒材尤其适于用作长轴类锻件的坯料。但挤压毛坯的各向异性大,而且表皮有粗晶环、成层、表皮气泡等缺陷,因此模锻前必须这些表皮缺陷。铝合金坯料常用的下料方法是用锯床、车床或铣床下料,较少用剪床下料,个别情况下采用坯料加热后锤上剁切。质量比较好的铝材锻造公司找谁?铝材锻造什么价格
铝材锻造的发展趋势如何。铝材锻造服务
模具设计和制造上,生产工艺和技术上,还是在产品品种规格、生产规模和质量等方面都得到飞速发展,尤其是美国、俄国、德国、日本、法国、意大利、捷克、奥地利、瑞士等国的锻压生产的发展达到了相当高的水平。目前,全世界有锻压厂上千家,锻压机数千台,年产锻件近500万吨/年,其中,铝合金模锻件30万吨/年左右(年消耗近50万吨/年)。全球有大小水(液)压机500余台,其中100MN以上的大型水(液)压机10余台。300MN以上的重型锻压机的分布情况是:俄国4台。其中一台是750MN,为世界之国5台(其中包括2台450MN);法国1台,为650MN;德国2台;中国1台(中国正在建设和制造450MN和800MN巨型模锻液压机);罗马尼亚1台;英国1台。这些大型水(液)压机的主要特点是结构紧凑、功能多、自动化程度高、配备有操作机和快速换模装置、平面配置合理、有利于连续作业、生产效率高。此外随着铝合金模锻件大型化、精密化程度提高,大型精密多向模锻液压机日益受到重视,各国已拥有多台大型多向模压液压机,其中美国3台,为300MN;法国1台为650MN;英国1台为300MN;中国1台为100MN,俄国2台为200MN和500MN;德国1台为350MN。多向模锻机属于精密锻压设备。铝材锻造服务