商机详情 -
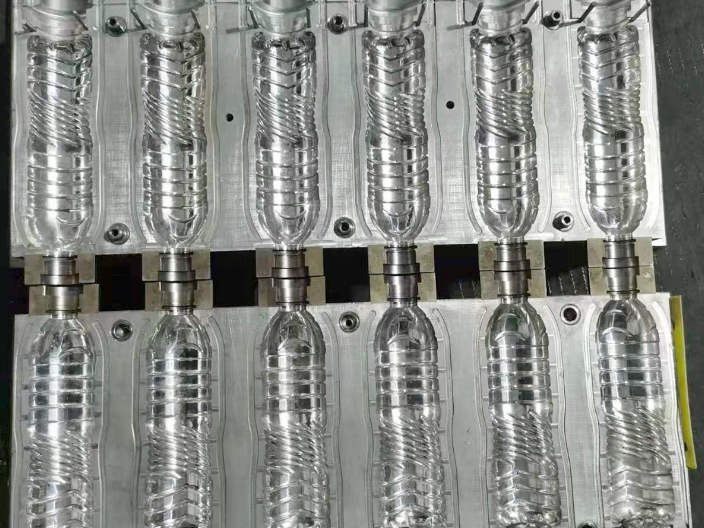
台州专业PET吹瓶模具生产
如何选择饮料瓶吹瓶模具厂家?选择饮料瓶吹瓶模具厂家时,需要考虑以下几个方面:1. 厂家的资质和信誉:选择有资质、信誉好的厂家,可以保证产品的质量和售后服务。2. 厂家的生产能力:选择生产能力强的厂家,可以保证订单的及时交货和生产效率。3. 厂家的技术实力:选择技术实力强的厂家,可以保证产品的设计和制造符合客户的要求。4. 厂家的价格和服务:选择价格合理、服务周到的厂家,可以节约成本并获得更好的售后服务。5. 厂家的产品质量:选择产品质量好、符合国家标准的厂家,可以保证产品的安全性和可靠性。综合考虑以上几个方面,选择适合自己的饮料瓶吹瓶模具厂家。如何选择饮料瓶吹瓶模具厂家?台州专业PET吹瓶模具生产

吹瓶模具的常见故障及排除方法有哪些?1. 模具表面出现划痕或凹陷:可能是模具表面硬度不够或者使用不当导致的,需要重新加工或更换模具。2. 模具开裂或变形:可能是模具材料质量不好或者使用过程中温度过高导致的,需要更换模具或者进行修复。3. 模具出现卡料或卡模现象:可能是模具内部积聚了杂质或者模具设计不合理导致的,需要清理模具或者重新设计模具。4. 模具出现磨损或磨损不均:可能是模具材料质量不好或者使用不当导致的,需要更换模具或者进行修复。5. 模具出现漏料或者出现气泡:可能是模具设计不合理或者模具表面存在缺陷导致的,需要重新设计模具或者进行修复。6. 模具出现变色或者变形:可能是模具使用过程中温度过高或者使用不当导致的,需要调整使用方法或者更换模具。7. 模具出现粘模或者脱模困难:可能是模具表面存在油脂或者模具设计不合理导致的,需要清理模具或者重新设计模具。长沙PET吹瓶模具设计公司提高吹瓶模具的精度,因为多腔模具的盛行,关于吹瓶模具的精度要求越来越高。

吹瓶模具的维护保养需要注意哪些事项?吹瓶模具的维护保养需要注意以下事项:1. 定期清洗:吹瓶模具需要定期清洗,以确保其表面干净,不会影响瓶子的质量。2. 润滑:模具的移动部件需要润滑,以减少磨损和摩擦,延长模具的使用寿命。3. 检查:定期检查模具的各个部分,确保其完好无损,如有损坏需要及时修理或更换。4. 避免过度使用:过度使用模具会导致磨损,缩短模具的使用寿命,因此需要避免过度使用。5. 存储:在模具不使用时,需要正确存储,避免受到损坏或腐蚀。
吹瓶模具温度控制的原则和方式:1.不同材料要求的模具温度也不同。2.不同表面质量、不同结构的吹瓶模具也要求不同的模具温度,这就要求在设计温控系统时具有针对性。3.前模的温度高于后模的温度,一般情况下温度差为20~30度左右。4.有火花纹要求的前模温度比一般光面要求的前模温度高。当前模须通热水或热油时,一般温度差为40度左右。5.当实际的吹瓶模具温度不能达到要求模温时,应对模具进行升温。因此模具设计时,应充分考虑胶料带入模具的热量能否满足模温要求。6.由胶料带入模具的热量除通过热辐射、热传导的方式消耗外,绝大部分的热量需由循环的传热介质带出模外。铍铜等易传热件中的热量也不例外。7.模温应均衡,不能有局部过热、过冷。吹瓶模具可以制造出精度高、尺寸一致的瓶子,保证产品的质量。
影响到吹瓶模具的成型因素:型胚预吹阶段,为避免型胚内外表的触摸、粘附,改进制品壁厚的均匀性,要对型胚进行预吹胀。在型胚预吹阶段,从型胚下方往型胚内喷气,以护持型胚,减小其垂伸。在这一阶段,影响壁厚散布的主要工艺参数有:预吹压力、预吹时刻。型胚高压吹阶段,高压吹胀型胚,使之贴紧模具型腔,完成产品塑性成型阶段。该阶段,影响产品成型的是型胚受高压吹胀变形、型胚与模腔触摸变形。而影响壁厚散布的主要工艺参数有:材料的收缩率;吹气压力、时刻;模具材料、结构、模具排气系统以及模具冷却系统,如冷却水道散布、冷却水进水温度等。虽然影响吹塑制品质量的要素较多,但当出产条件、制品要求确认后,调整吹塑工艺参数能有用改进制品质量。优化的工艺参数可以进步出产功率,下降原材料耗费,优化产品的综合功能。饮料瓶吹瓶模具制作工艺简单,成本低,容易制造和维护。郑州饮料瓶吹瓶模具制造厂家
PET吹瓶模具的维护对于保证生产效率和质量非常重要。台州专业PET吹瓶模具生产
PET吹瓶模具吹瓶过程中有哪些常见的故障要注意?颈部弯曲,这种现象是采用PET吹瓶模具时较常见的现象,这种现象通常是灌装或者是瓶口螺纹的变位与中心线不垂直现象。这种问题通常是由于颈部的积料过多,而产生合模后发生的变形,从而造成了颈部弯曲现象。底线发蓝,这种现象是沿着底部的切割线观察,其成珠光条纹。这种问题是有可能非常轻微,但是有可能非常严重,甚至不能继续使用。底部破损,这种现象通常会在底部积料时,有一段小细纹,而且时经过仔细观察才能够发现,但是在灌装的过程中会引发爆裂现象。这种问题是由于在使用PET吹瓶模具时,其瓶胚的底部温度偏低,当拉伸杆进行顶压过程时,就会在制作过程中就形成了微裂现象。台州专业PET吹瓶模具生产