商机详情 -
浙江欧美非标刀具
数控刀具在高性能、高精度的数控机床上应用,为取得稳定和良好的加工效率,一般对数控刀具从设计、制造和使用都提出了比普通刀具更高的要求。数控刀具和普通刀具的主要区别在以下几个方面。(1)高精度的制造质量为稳定加工出高精度的零件表面,因而对刀具(包括刀具零件)制造在精度、表面粗糙度、形位公差等方面提出了比普通刀具更严格的要求,特别是可转位刀具,为确保刀片刀尖(切削刃)在转位后尺寸的重复精度,刀体刀槽和定位零件等关键部位的尺寸和精度、表面粗糙度须严格给予保证,同时为便于刀具在对刀仪的对刀和尺寸测量,基面加工精度也应保证。(2)刀具结构的优化先进的刀具结构能**提高切削效率,如高速钢数控铣削刀具在结构上已较多采用波形刃和大螺旋角结构,硬质合金可转位刀具则采用了内冷却、刀片立装式、模块可换和可调式结构,而如内冷却结构,则是一般普通机床无法应用的。(3)刀具***材料的广泛应用为延长刀具使用寿命,提高刀具强度,很多数控刀具的刀体材料都采用了**度合金钢,并进行热处理(如氮化等表面处理),使其能适用于大切削用量,且刀具寿命也得以显着提高(普通刀具一般采用的是经过调质处理的中碳钢)。在刀具刃部材料上。非标刀具可以根据的实际工况来定做,可以提高刀具的寿命,而达到降低刀具成本。浙江欧美非标刀具

随着世界工业的发展,非标刀具的应用日益***。虽然在全球的金属切削刀具家族里,标准刀具的数量无疑占有***的优势,但是随着机加工行业被号称为“提效率,降成本”的指挥棒敲脑袋以来,非标刀具的地位已被大幅提高。刀具行业转变经济发展方式的着力点应放在向制造业**市场进军,淘汰高耗低效标准刀具的过剩产能,大力发展制造业急需的现代高效非标刀具,以**少的资源消耗,为社会提供比较大的生产力。提高我们的生产效率降低成本。湖北非标螺纹刀具非标刀具汽车零部件非标刀具锥孔钻。

但情况在发生变化——机加工行业被为“提效率、降成本”的指挥棒敲脑袋以来,非标刀具的地位已被大幅提高。非标刀具常常是提高加工精度、减少加工工序、降低产品废品率的苦口良药。说其苦口,是因为非标刀具的成本与标准刀具相比相对较高,供货期也要长得多。对用户来说,单支刀具的价格较高,库存也相应增加,心里总有顾虑。但是,制造综合成本却能较大幅度降低,这就是良药。所以,非标刀具越来越受重视和欢迎。在阿诺公司摆满零件样品的项目设计室里,经验丰富的刀具工程师们常常用设计多级阶梯钻头或成形铣刀等非标刀具的手段,把零件在加工中心的加工时间(节拍)控制在用户的希望值内。
关于刀具修磨1.刀具材料刀具修磨中常用的刀具材料有:高速钢、粉末冶金高速钢、硬质合金和PCD、CBN、金属陶瓷等超硬材料。高速钢刀具锋利,韧性好,而硬质合金刀具硬度高,韧性差。这两种材料是钻头、铰刀、铣刀和丝锥的主要材料。粉末冶金高速钢的性能介于上述两种材料之间,主要用于制造粗铣刀和丝锥。普通硬质合金立铣刀由于高速钢刀具的精度大多比较低,修磨要求不高,价格也不高,所以,很多厂家定建立自己的工具车间来研磨它们;然而,硬质合金刀具往往需要送到专业的修磨中心进行修磨。据国内一些刀具修磨中心统计,送修刀具80%以上为硬质合金刀具。2.工具磨床现有工具材料的硬度在60HRC以上,一般只能通过修磨来改变其形状。工具制造和修磨中常用的工具磨床包括以下几种:槽磨床:修磨钻头和立铣刀等工具的槽或背面。顶角磨床:修磨钻头的锥形顶角(或偏心后角)。凿边修边机:矫正钻头的凿边。手动工具磨床:修磨外圆、槽、背、顶角、横刃、平面、前刀面等,常用于少量复杂形状的刀具。小刀磨床数控磨床:一般五轴联动,功能由软件决定。一般用于量大、精度高、但不复杂的磨具,如钻头、立铣刀、铰刀等3.砂轮磨粒不同材质的工具需要使用不同材质的砂轮磨粒。面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。
非标钻头具有一个或者多个刀齿,是用来切除孔已加工表面薄金属层的旋转刀具。在经过绞刀加工后的孔,可以获得准确的尺寸和形状。非标钻头铰刀用于铰削工件上已钻削加工后的孔,能够提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工或半精加工的刀具。同时,它的加工余量一般很小。我司采用先进的全磨制工艺,所有材料选用真空淬火技术,保证了产品的质量。采用先进的数控机床加工,具有效率高质量好,生产周期短,交货快的特点。根据制造发展的需要,多功能复合刀具、高速高效的非标刀具即将成为主流。浙江欧美非标刀具
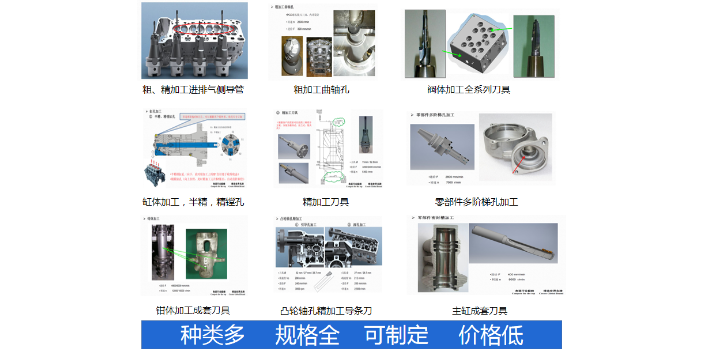
汽车零部件非标刀具制动钳缸孔铰刀。浙江欧美非标刀具
为了延长模具的寿命,切削材料的硬度也有上升的趋势,因此在高硬度材料的高速加工中对刀具寿命和加工效率提出了更高的要求。通常,我们可以从三点来选择高效强力立铣刀。1、根据工件的类型和硬度选择高效强力立铣刀涂层的类型。某公司的MIRACLE40涂层可用于加工硬度低于HRC40的碳钢等工件。加工合金钢、工具钢等硬度为HRC50的工件时,可作为涂层使用。加工高硬度工件时,可选择刀具形状、硬质合金材料和涂层作为高硬度加工涂层。2、根据工件的形状选择立铣刀颈的形状。高效强力立铣刀的颈型可分为标准型、长颈型和锥颈型,可根据工件的加工深度和形状进行选择。长颈型和锥颈型均可切深,两者选择时应考虑干涉角。同时,与长颈型相比,锥颈立铣刀具有更高的刚性,可以改善切削条件,获得更好的加工精度。高效强力立铣刀是数控机床上加工复杂曲面的一种较为合理的新型结构刀具,也是加工复杂三维曲面的重要工具之一。其独特的刀片形状使球头立铣刀具有高加工精度、刀具寿命和轴向进给,满足复杂空间曲面自动加工的需要。广泛应用于模具制造、汽车制造、航空航天、电子通讯产品制造等行业。数据显示,在模具加工中,球头立铣刀的加工量占总加工量的70-80%。浙江欧美非标刀具