商机详情 -
湖南内涨夹具液压夹具
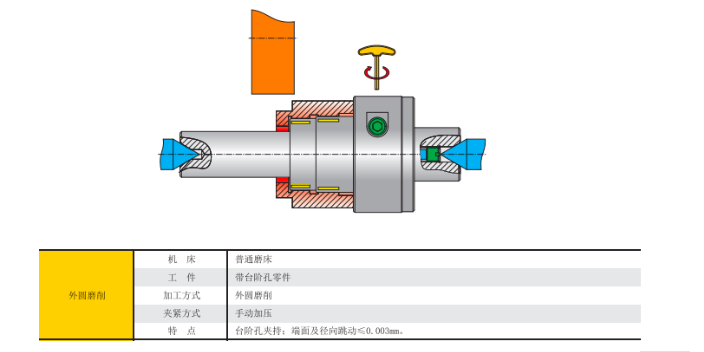
单夹具的使用维护:(1)使用前对限位尺寸检查是否还保持正确位置;(2)如果挡销磨损超差,可以进行打磨修复;如果挡板、插销、定位锥头销磨损超差,可以重新组装,错开磨损部位后继续使用;(3)使用后需要涂防锈油。(1)适用范围-液胀夹具的比较大允许膨胀量不大于夹持直径的3‰,一般要求被夹持工件部位尺寸公差为IT7及以上时可获得良好的夹持精度与使用寿命(2)加压控制-手动加压的液胀夹具,强烈建议使用扭力扳手并按推荐扭力值进行加压,机床自动加压的液胀夹具也应按照推荐的机床推力,拉力或油缸油压进行加压。液压夹具各油压回路具有长时间保持压力功能(48小时以上),不受停电及压缩空气压力消失影响。湖南内涨夹具液压夹具
液压螺母相比传统的机械螺母具有多个优势。首先,液压螺母的紧固力可以通过调节液压系统的压力进行精确控制,从而满足不同应用的紧固要求。其次,液压螺母的紧固力更均匀、更稳定,能够避免过度或不足紧固而导致的安全隐患。此外,液压螺母还具有自锁功能,能够有效抵御振动和冲击载荷,提高连接部件的可靠性和寿命。液压螺母在工业领域中有***的应用。它常用于液压系统、高压管路、重型机械设备等领域。在液压系统中,液压螺母能够提供可靠的密封和紧固效果,确保系统的正常运行。在高压管路中,液压螺母能够承受高压力,并能够保持稳定的紧固力,避免泄漏和松动。在重型机械设备中,液压螺母能够对大型部件进行可靠的紧固,提高设备的稳定性和安全性。 湖南内涨夹具液压夹具液压夹具定位精度的关键在于在定位和夹具过程中夹具力比较稳定,可降低因为用力过度造成的工件变形问题。

磨床砂轮杆是磨床的重要部件之一,它在磨削加工中发挥了关键的作用。本文将详细介绍磨床砂轮杆的相关知识,包括定义、主要功能、分类、制造材料、选用要点等方面的内容。1.砂轮杆的定义:磨床砂轮杆,又称砂轮支撑杆,是磨床上用来支撑磨削砂轮的杆状零件。它通过与磨床主轴的连接,将磨削砂轮固定在磨床上,以完成磨削加工过程。2.砂轮杆的主要功能:砂轮杆主要起到固定和支撑磨削砂轮的作用,确保砂轮在磨削过程中的稳定性和精度。同时,它还能够承受磨削过程中的剧烈冲击和载荷,保证砂轮杆的强度和刚性,提高磨削加工的效率和质量。3.砂轮杆的分类:根据砂轮杆的结构和用途不同,可以将砂轮杆分为普通砂轮杆、伸缩式砂轮杆和**砂轮杆等几类。
液压夹具的优势在哪里?相信很多企业都追求成本低,产量高,减少人工加工的不所带来的损失,要解决这些问题,就要找对方法。现在很多企业还在应用传统机械夹紧的方式来加工,熟不知这种方法已经渐渐在落后,并且对企业生产不利,现在的夹具,能解决所有企业头疼的问题,夹具种类很多,我们针对液压夹具相比传统机械夹紧做一个对此。首先,液压夹具相比机械夹紧的多,使用液压夹具的主要优势是能节省夹紧和松卸工件时所花的大量的时间。有关统计资料表明液压夹紧相比机械夹紧节省90~95的时间,缩小了生产循环周期,提高了机床使用效率,从而增加了产量也就意味着降低了成本。当加工一长型铝合金零件时,通过时旋转油缸可快速让开,通过后可快速复位。液压夹具系统的二项重要特点是可实现非常高的定位精度。关键在于夹紧力在定位和夹紧过程中保持恒定不变。从而确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。在针对无法设定刚性支撑或加工薄壁零件时,辅助浮动支撑油缸是的选择,转角油缸与浮动支撑油缸的组合可保证夹紧工件不变形。液压夹具的第三个优势就是加工零件摆放紧凑和采用手动夹紧时受空间限制的场合(夹紧位置在机床台面站人的远处。液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。

液压螺母有以下优点1、适用于各种震动、快速转动、大力气设备和狭隘空间;2、经济高效、重量轻、精度高;3、可配手动液压泵、气动液压泵和电动液压泵;4、多个液压螺母可同时运用;;5、不必运用量表,而能借由结构规划中的量测环,准确而安稳的直接测出轴承所需的轴向逼进间隔;6、装置与拆开退卸套时,可运用同一标准的液压螺母,这是附量表或挂连结块等规划的液压螺母无法具备的;7、利用量测环附加螺丝来分解螺母更换损坏O形环,比通用规划节省时间与零件成本;8、可装置密封轴承,无需量测轴承内部间隙来确认轴承的轴向逼进量。液压夹具的日常保养应注意勿随意磕碰,防尘,防锈,特别是液压夹具膨胀部位请勿空胀。江西车床液压卡盘液压夹具定制
液压夹具在现代工程行业中扮演着重要的角色。湖南内涨夹具液压夹具
我们把用来装配以进行定位焊的夹具称做装配夹具;专门用来焊接辉件的夹具称做挥接夹具;把既用来装配又用来焊接的夹具称傲装焊夹具。具体作用如下:(1)准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。减小制品的尺寸偏差,提高了零件的精度和可换性。(2)有效的防止和减轻了焊接变形。(3)使工件处于比较好的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度得以提高。(4)以机械装置代替了手工装配零件部位时的定位、夹紧及工件翻转等繁重的工作,改善了工人的劳动条件。(5)可以扩大先进的工艺方法的使用范围,促进焊接结构的生产机械化和自动化的综合发展。湖南内涨夹具液压夹具