商机详情 -
青海牙科用品铝合金拉伸件
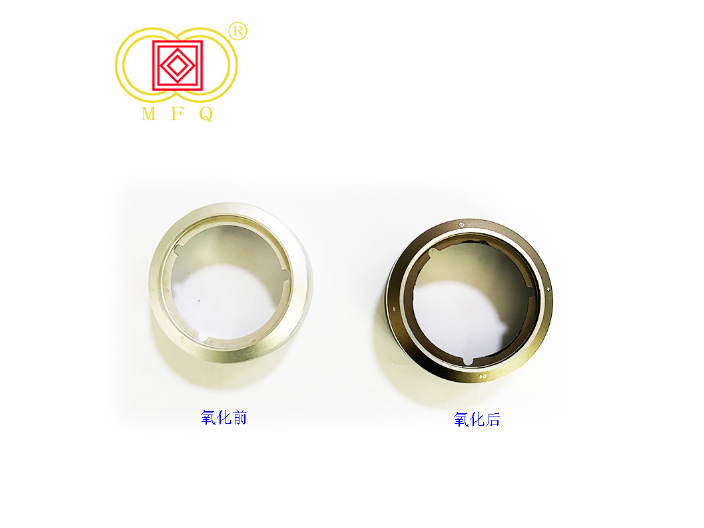
拉伸件模具的拉伤要怎么解决呢?拉伸件与模具之间,在模具与成形材料之间加一层PVC之类的薄膜,有时也可以解决工件的拉伤问题。对于生产线通过机构可以达到连续供给薄膜,而对于周期生产的冲压设备,每生产一件工件需加一张薄膜,影响生产效率,此方法一般成本也很高,还会生产大量废料,对于小批量的大型工件的生产采用此种方法是可取的。被成形工件的原材料方面,通过对原材料进行表面处理,如对原材料进行磷化、喷塑或其他表面处理,使被成形材料表面形成一层非金属模层,可以减轻或消除工件的拉伤,这种方法往往成本较高,并需要添加另外的生产设备和增加生产工序,尽管这种方法有时有些效果,实际生产中应用却很少。模具方面通过改变模具凸、凹模材料或对模具凸、凹模进行表面处理或者选用合适的模具材料,使被拉伸材料与凸、凹模这样接触性质发生改变。实践证明,这是解决拉伤问题经济而有效的方法,也是目前采用的方法。工序是工艺过程的基本组成单位。所谓工序是指在一个工作地点,对一个或一组工件所连续完成那部分工艺过程。青海牙科用品铝合金拉伸件

拉伸件是金属冲压件的一种,应用也非常。对于拉伸件加工厂,会有各种类型的冲压件,包括圆柱形、椭圆形、锥型、矩形等等。这些都是常见的拉伸件类型。当然,对于某些产品,需要更复杂的拉伸件形状。接下来,小编将向您介绍拉伸件的主要类型。1.圆柱形拉伸件产品底部平整,筒外壁中间对称,变形均匀分布在同一圆周上,使板材或带材形成拉伸变形。2.椭圆拉伸件坯料变形为拉伸变形,但变形量和变形率沿轮廊形状相对变化。曲率越大,坯料的塑性变形越大。反之,曲率越小,坯料的塑性变形越小。3.矩形拉伸件拉伸时,凸缘变形区圆弧处的拉伸摩擦阻力超过直边处,圆弧处的变形水平超过直边处。4.锥型拉伸件超过拉伸加工极限的拉伸加工商品需要拉伸几次才能加工。在前一过程中拉伸过程的拉伸件之后,在后一过程中进行再拉伸过程。法兰宽度为拉伸件,首先次拉伸时拉伸到指定的法兰直径,第二次拉伸后法兰直径保持不变。5.异形拉伸件由于拉伸程度大,设计复杂,材料变形量大,成形力由材料接触模具的部分总面积传递,极易造成毛坯材料因零件过多而软化甚至开裂,需要多次拉伸过程才能缓慢成形。青海牙科用品铝合金拉伸件不稳定现象不仅取决于材料边缘的切向应力,还取决于拉伸件的厚度。
冲压件和拉延件侧面擦伤的几种解决方法:冲压件和拉伸件都是外观件,所以对表面质量要求较高,表面无划痕。因为是薄膜加工,所有的毛条基本上都可以保证表面质量。在模具测试的早期阶段,侧面一直被划伤,经过研究和分析,问题就解决了在设计冲压件和拉延件的模具间隙时,必须综合考虑产品的尺寸、材料、厚度和拉延高度。不合理的芯片间隙设计也会导致划痕。对于高高度或小直径的产品,有必要在模具设计之初就计算出需要多少拉伸工序。如果工艺设计太小,就会出现划痕。对于不锈钢制品,冲压和拉伸零件的模具表面粗糙度对产品的表面质量也有很大的影响,所以尽量抛光模具表面。由于冲压和拉延零件是一个严重变形的过程,应尽量选用液压机,而机械冲床的冲压过程太快,容易使产品在加工过程中表面质量达不到要求。对于冲压件和拉延件,在选择原材料时,必须选择柔软易拉的材料。对于某些特殊产品,应考虑边拉伸边退火。在我们的实际生产和加工中,我们必须多观察和分析,这样我们才能更好更快地解决问题。事实上,冲压和绘图零件的加工并不复杂,我们当然可以加工客户满意的冲压和绘图零件。
冲压工艺设计知识点!1.拉深槛(拉深筋)覆盖件模具的功能是什么?拉伸件小编带带大家来具体了解一下。拉深槛(拉深筋)的功能如下:1.增加进给阻力,使拉深件表面承受足够的拉应力,提高拉深件的刚度,减少回弹引起的凹陷、变形、松弛、波纹等缺陷;2.调整材料的流动,使拉深过程中各部位的流动阻力均匀,或使流入模具的材料量满足工件各部位的需要,从而防止“多皱少裂”的现象;3.扩大压边力的调节范围。在双动压力机上,调节外滑块四角的高度只能粗略地调节压边力,而不能为了满足工件的需要而完全控制所有地方的进给速度,因此需要借助压边面和拉延筋来控制所有地方的压力。4.当有深冲筋时,可以降低对压边圈表面加工粗糙度的要求,降低了大型面板深冲模具的制造难度。同时。由于拉延筋的存在,增加了上下压边圈表面之间的间隙,从而减少压边圈表面的磨损,延长模具的使用寿命。5.纠正材料不均匀的缺陷,消除打滑的可能性。因为当材料通过拉延筋波动后流入凹模时,相当于滚压整平的效果。压边力在试模时需要相对调整,设计时一般不那么合理,需要根据产品类型调整压料筋的高度。
在很多工场的实际运行过程中发现拉伸件的模具很容易会被拉伤,我们改如何去解决呢。就由我们拉伸件的小编来给大家讲讲相关知识。解决如上问题我们应减小粘着磨损,通过改变接触副的性质来达成。下面我们简单的做下分析。一、被成形工件的原材料方面,通过对原材料进行表面处理,如对原材料进行磷化、喷塑或其他表面处理,使被成形材料表面形成一层非金属模层,可以减轻或消除工件的拉伤,这种方法往往成本较高,并需要添加另外的生产设备和增加生产工序,尽管这种方法有时有些效果,实际生产中应用却很少。二、工件与模具之间,在模具与成形材料之间加一层PVC之类的薄膜,有时也可以解决工件的拉伤问题。对于生产线通过机构可以达到连续供给薄膜,而对于周期生产的冲压设备,每生产一件工件需加一张薄膜,影响生产效率,此方法一般成本也很高,还会生产大量废料,对于小批量的大型工件的生产采用此种方法是可取的。在一些成形负荷很小的场合,有时通过添加润滑油或加EP添加剂的润滑油就可以解决工件的拉伤问题。三、模具方面通过改变模具凸、凹模材料或对模具凸、凹模进行表面处理或者选用合适的模具材料,使被拉伸材料与凸、凹模这样接触性质发生改变。采用必要的润滑,有利于拉伸工艺的顺利进行,改善壁面减薄。湖北TB4钛合金凸台成型铝合金拉伸件
工艺过程又是由一个或若干个顺序排列的工序组成的。青海牙科用品铝合金拉伸件
数控加工表面粗糙度的影响因素都有哪些呢?数控加工表面粗糙度都由哪方面影响因素影响的呢?就由昆山屏蔽罩厂家带大家来了解一下。数控加工表面几何特性包括表面粗糙度、表面波度、表面加工纹理几个方面。表面粗糙度是构成加工表面几何特征的基本单元。用金属切削刀具加工工件表面时,表面粗糙度主要受几何因素、物理因素和数控加工工艺因素三个方面的作用和影响。(1)几何因素从几何的角度考虑,刀具的形状和几何角度,特别是刀尖圆弧半径、主偏角、副偏角和切削用量中的进给量等对表面粗糙度有较大的影响。(2)物理因素从切削过程的物理实质考虑,刀具的刃口圆角及后面的挤压与摩擦使金属材料发生塑性变形,严重恶化了表面粗糙度。在数控车床加工塑性材料而形成带状切屑时,在前刀面上容易形成硬度很高的积屑瘤。它可以代替前刀面和切削刃进行切削,使刀具的几何角度、背吃刀量发生变化。积屑瘤的轮廓很不规则,因而使工件表面上出现深浅和宽窄都不断变化的刀痕。有些积屑瘤嵌入工件表面,更增加了表面粗糙度。切削加工时的振动,使工件表面粗糙度参数值增大。(3)工艺因素从工艺的角度考虑其对五金零件加工表面粗糙度的影响。青海牙科用品铝合金拉伸件