商机详情 -
河北飞升雾化喷涂厂家供应
雾化喷涂泵头选择方法。1、流动范围。流量的要求决定了泵管道的大小和特定用途的泵头类型。2、泵头材料。泵头材料要有耐火性,轴承要受到外壳保护,以应对有腐蚀性的流体或恶劣的环境条件。具有高性能塑料外壳的泵头具有重量轻、耐火性强、价格低的优点。3、滚筒数。当指定大小的转子上的滚筒减少时,流量会增加。但是脉动也变大了。滚筒增加时,脉动度减少,分布精度提高。但是,如果流量减少,泵管的寿命就会缩短。在一定时间内,泵管的滚筒数增加时,泵管的真空性能和压力性能也会提高。4,组装起来很容易。泵管的拆卸方式会对用户对泵的满意度产生很大的影响。在制药、食品供应和打印过程中,需要经常更换泵管(例如,每班或每天更换一次)。清洁或更换产品时,为了节省时间,使用容易安装的泵头可以节省昂贵的人力成本。雾化喷涂功率源采用大功率超声波换能器。河北飞升雾化喷涂厂家供应
选购雾化喷涂时应注重的哪几个参数?冻干面积。雾化喷涂型号中的数字该型号雾化喷涂的冻干面积。用户应根据自己的需要,通过计算来确定需用多大冻干面积的雾化喷涂。例如每批需冻干1.8公斤(升)液体量的产品,用物料盘装载物料,每盘装载10㎜厚,则可计算得冻干板层的负荷面积:A(面积,㎡)=V(体积,m3)/H(高度,m)=0.0018m3/0.01m=0.18㎡即需选用板层负荷面积为0.18㎡的雾化喷涂。2、冷阱温度。冷阱是冷冻干燥过程捕获水分的装置,理论上讲,冷阱温度越低,冷阱的捕水能力越强,但冷阱温度低,对制冷要求高,机器成本及运转费用高。实验系列冷冻干燥机的冷阱温度主要有-45℃左右、-60℃左右、-80℃左右等几个档次。冷阱温度为-45℃的冻干适用于一些容易冻干的产品,冷阱温度为-60℃左右的雾化喷涂适用于大部分产品的冻干,冷阱温度为-80℃的冻干适用于一些特殊产品的冻干。冷阱温度对捕水能力的影响实验表明冷阱温度从-35℃下降到-55℃,捕水能力有提升明显,冷阱温度低于-55℃,冷阱的捕水能力提升不明显。因此,在没有特殊需求的情况下,选用冷阱温度-60℃左右是理想的选择。天津飞升雾化喷涂价位雾化喷涂如今在很多领域都有应用。

雾化喷涂升华的条件与速度。冰在一定温度下的饱和蒸汽压大于环境的水蒸气分压时即可开始升华;比制品温更低的凝结器对水水蒸气的抽吸与捕获作用,则是维护升所必需的条件。气体分子在两次连续碰撞之间所走的距离称为平均自由程,它与压力成反比。在常压下,其值很小,升华的水分子很容易与气体碰撞又返回到蒸汽源表面,因而升华速度很漫。随着压力降低13.3Pa以下,平均自由程增大105倍,使升华速度明显加快,飞离出来的水分子很少改变自己的方面,从而形成了定向的蒸汽流。真空泵在雾化喷涂中起着抽除气体的作用,以维护升华所必需的低压强。1g水蒸气在常压下为1.25L而在13.3Pa时却膨胀为10000升,普通的真空泵在单位时间内抽除如此大量的体积是不可能的。凝结器实际上形成了专门捕集水蒸气的真空泵。
一种用于压铸模具的微量喷涂雾化器的制作方法。压铸行业普遍存在因模具高温,工件压铸成型时黏连在模具之上,脱模后更是有废料黏连,产生污垢,从而导致影响产品生产和质量的问题,长时间生产,更会损坏模具,造成不必要的经济损失。目前,一般是在模具上涂抹或喷涂脱模剂,以减少废料黏连发生的可能性,进而延长模具的使用寿命,但是,现有的喷涂或涂抹脱模剂的量难以控制,脱模剂的量过大或过小,均会影响后续成型的质量。本实用新型的目的在于提供一种用于压铸模具的微量喷涂雾化器,以解决上述背景技术中提出的问题。为实现上述目的,本实用新型提供如下技术方案:一种用于压铸模具的微量喷涂雾化器,包括进料组件和喷料组件。雾化喷涂使用高性能的钛合金及不锈钢制造。
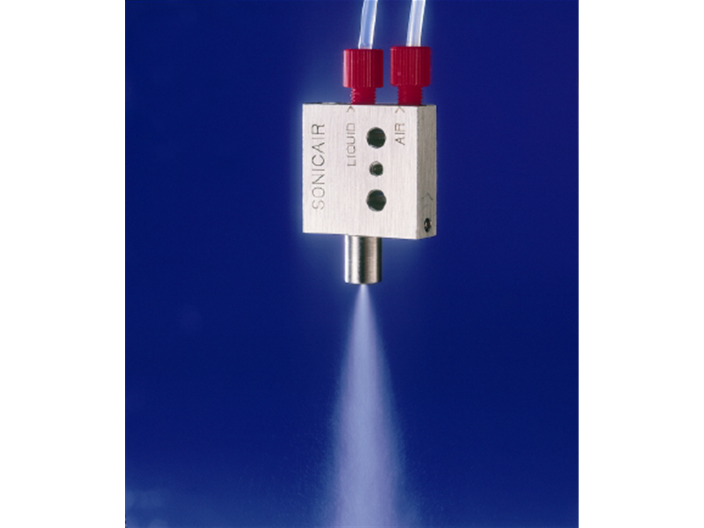
微量喷涂喷嘴。为了实现微量喷涂工艺,需要在采购脱膜剂、喷涂设备及喷涂技术方面进行投入。由于必须对脱膜剂进行精细计量,所以需要使用微量喷涂喷嘴,这一喷嘴能够可靠地对脱膜剂进行精细计量。喷嘴既能喷涂水性,也能喷涂油性的脱膜剂浓缩液。根据容积的不同,喷嘴每个周期内能喷涂0,043ml至0,119ml。喷涂量可以通过喷嘴螺丝进行调节。大喷涂量为0,076ml的微量喷涂喷嘴DD1/76,每一转计量为0,0127ml。喷嘴被加工成标准件。通过可替换喷嘴套口,喷涂模式可以调整为与各个使用区域相配合。喷嘴所需控制压力为3-6bar,大涂化空气压力可以保持在约10bar的状态。雾化喷涂能耗低、雾化效率高。天津飞升雾化喷涂价位
雾化喷涂对于基片喷涂、雾化加湿、喷雾干燥、网层喷涂及其他工业和研究开发应用。河北飞升雾化喷涂厂家供应
雾化喷涂如何应用于点胶行业?1、胶液接触转轮,易污染机器,不易清洗。2、胶液转涂不均匀,胶量不易控制。3、涂胶过程麻烦,调试不方便。而雾化喷涂由于输送时只接触泵管,可以连续并精确的将粘胶输送到制定位置,因此可以解决合掌机用涂胶时存在的问题。胶液的粘性非常高,不同于一般的水性流体,因此能保证高效长期稳定的涂胶,雾化喷涂应用于合掌机中的注意事项:1、选择泵管时要采用壁厚稍厚的雾化喷涂软管。2、适当采用内口径稍大的雾化喷涂软管。3、尽可能的降低雾化喷涂的转速,通常转速控制在50rpm以内。4、要定期检查并提前更换泵管,防止泵管破裂。5、在选择雾化喷涂的时候要尽量选择可以耐胶耐腐蚀结构强度好的雾化喷涂泵头,驱动器选择方面较好选择具有流量显示功能和校正功能的雾化喷涂。河北飞升雾化喷涂厂家供应