-
 安徽HSK刀座供应
发布时间:2022.07.07
安徽HSK刀座供应
发布时间:2022.07.07
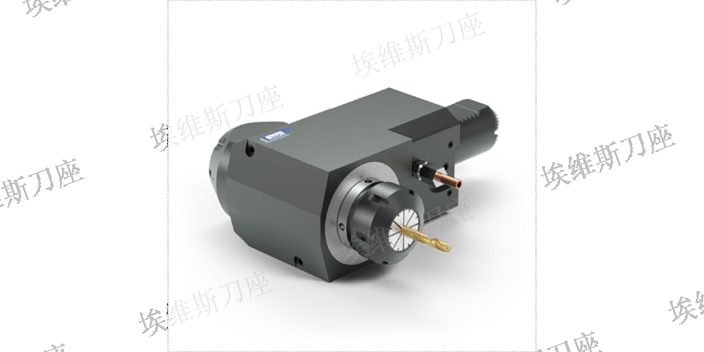
刀座产品出厂合格率达到99%以上:伴随着当代工厂加工件的日益复杂化的现状,精度等级的加工效率成为了各大工厂当务之急,但是车床动力刀座有着多轴向、高转速、高效率的性能,只要它顺着轴承和传动轴的转动就可以...
-
 浙江端面刀座购买
发布时间:2022.07.05
浙江端面刀座购买
发布时间:2022.07.05
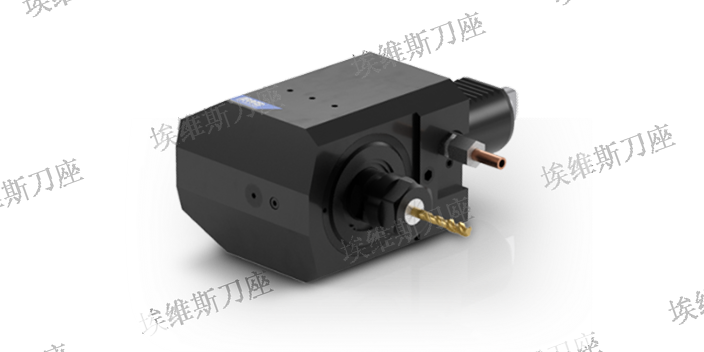
动力刀座扭矩不足的解决方法:1、更换损坏的齿轮,重新安装减速机和马达,恢复动力刀座,钻机恢复正常工作。2、拆卸时,应当保持拆卸环境的清洁,注意拆卸顺序,以便安装。仔细检查减速机内部,结果发现齿轮损伤。...
-
 径向动力头哪里有
发布时间:2022.07.03
径向动力头哪里有
发布时间:2022.07.03
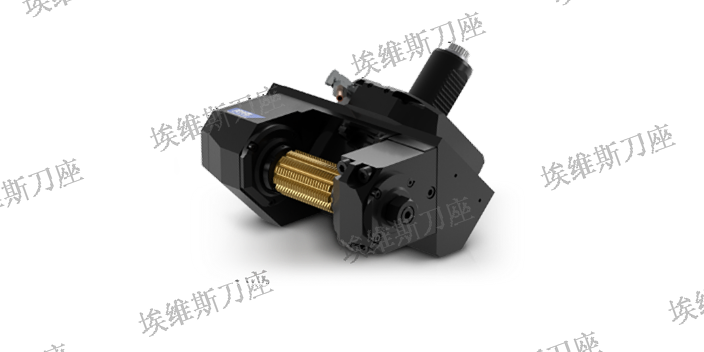
如何安全操作攻丝动力头?操纵中:1、操作者禁止带手套,女性应将长发扎入工作帽内;2、禁止操作者带病操作;3、对于较深的螺孔和盲孔,必须分多次攻入、退出,方便排屑。必须使用夹具固定,以确保攻丝的质量和操...
-
 深圳偏心动力头售价
发布时间:2022.06.30
深圳偏心动力头售价
发布时间:2022.06.30
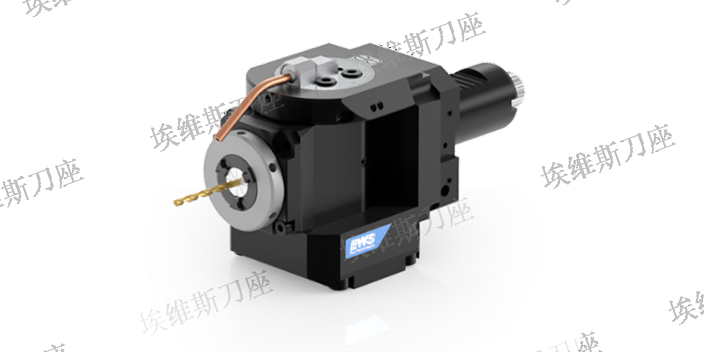
当动力头出现故障时,切忌不要胡乱拆卸,定要找到原因后再对症下药。如遇不明白原因时,定要电话联系厂家,并在厂家的指导下进行维修;如有不会维修者,可返回厂家或者代理处维修。并及时更换动力头的“超龄”零部件...
-
安徽Capto刀座批发
发布时间:2022.06.28
刀具号与刀座号的对应关系是随机的,但其对应关系能够被数控系统记忆住。这种刀库的换刀是依靠机械手换刀。其指令与换刀的动作为:刀具指令Txx控制刀库的旋转,并将选中的刀具转至换刀工作位置,而换刀指令M06...
-
 0度动力刀座种类
发布时间:2022.06.26
0度动力刀座种类
发布时间:2022.06.26
剖析动力刀座操作性能 提升动力刀座使用效率: 1、动力刀座的芯轴较关键,不停的旋转和往复运动,而且还要受力工作,所以必须要用上好材料,必须进行强化硬处理,不然相当容易磨损,导致加工效果退化,动力刀座抖...
-
 浙江Capto动力头一般价格
发布时间:2022.06.24
浙江Capto动力头一般价格
发布时间:2022.06.24
伺服钻孔动力头又名数控动力头,数控钻孔动力头。因其独特的优势,可连接大型加工中心,数控车床,CNC数控中心。那么,伺服钻孔动力头有着怎样的优势呢?进给机构采用高性能的伺服电机和高精密的滚珠丝杆,具有负...
-
 上海EWS内孔刀座工厂
发布时间:2022.06.23
上海EWS内孔刀座工厂
发布时间:2022.06.23
动力刀座是机床上的主要部件,长时间的使用刀塔固定刀座难免会呈现一些问题,可能会发生异响,通常是因为减速机的摩擦片磨损,或许轴承磨损严峻,以上几点都能使刀塔固定刀座减速机发生异响。发生异响时首先要检查减...
-
 安徽90度动力刀座厂家价格
发布时间:2022.06.19
安徽90度动力刀座厂家价格
发布时间:2022.06.19
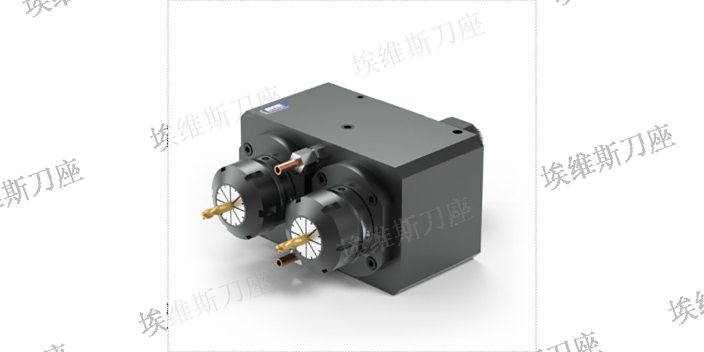
一种动力刀座总成,包括壳体、驱动装置和主动轴,在所述壳体的一侧板上由上而下平行设置有多个一主轴,在与该一侧板相邻的第二侧板上由上而下平行设置有多个第二主轴,在每个一主轴上设置有斜齿轮,上下相邻的两个一...
-
 深圳车铣复合动力头厂家电话
发布时间:2022.06.16
深圳车铣复合动力头厂家电话
发布时间:2022.06.16
使用动力头需要先磨合,空载一个小时好,空载速度为高转速的70%。冷却液要过滤以后才能投入使用,不经过滤的冷却液可能会造成零件损坏,比如动力刀座的内部机件和油封,过度磨损导致不能使用,影响生产效率,使用...
-
 EWS动力刀座种类有哪些
发布时间:2022.06.14
EWS动力刀座种类有哪些
发布时间:2022.06.14
对刀的目的是确定程序原点在机床坐标系中的位置,对刀点可以设定在零件、夹具或机床上,对刀时应使对刀点与刀位点重合。虽然每把刀具的刀尖不在同一点上,但通过刀补,可使刀具的刀位点都重合在某一理想位置上。编程...
-
 EWS刀座供应
发布时间:2022.06.12
EWS刀座供应
发布时间:2022.06.12
动力刀座的诞生为车铣复合机,加工基地等机床带来很大的便利,在新代代车铣复合机中,不论是具分度的C轴头部、副主轴、Y轴等,都必须调配动力刀座才干具备车铣复合的功用,因而一款功用性佳、精度高的C轴动力刀塔...
-
 浙江内圆刀座厂家直销
发布时间:2022.06.12
浙江内圆刀座厂家直销
发布时间:2022.06.12
动力刀座使用前的保养,和汽车有磨合期一样,动力头在使用后需要维护保养,使用前也需要注意。我们先来说说延长动力头使用寿命,在使用前的必要条件。在使用新动力头时要先磨合, 好空载一个小时,空载速度一般是 ...
-
 深圳双头动力头哪家质量好
发布时间:2022.06.11
深圳双头动力头哪家质量好
发布时间:2022.06.11
动力头在使用的过程中出现问题,这是买卖双方都不愿看到的。随着动力头使用年限的增长,出现故障也是在所难免的。动力头是机床的重要部件之一,在机床加工上扮演着举足轻重的角色。如果动力头出了故障,请及时停止机...
-
埃维斯刀座报价
发布时间:2022.06.10
动力刀座加工技术是获得纳米级表面粗糙度及形状精度的加工技术,其是用超精密数控车床和天然单晶体金刚石作刀具,在计算机控制下进行加工,已普遍应用于光学元件、航空航天、激光技术等领域。用金刚石刀具对工件进行...
-
 浙江0度刀柄价钱
发布时间:2022.06.10
浙江0度刀柄价钱
发布时间:2022.06.10
HSK工具系统标准的制定始于1987年,由德国机床实验室和部分工具厂、机床制造厂、用户企业等三十多个单位组成,开展新工具系统的研发工作。工作小组在进行首轮研究后,于1990年7月向德国工业标准组织提交...
-
 安徽外圆刀柄经销商
发布时间:2022.06.09
安徽外圆刀柄经销商
发布时间:2022.06.09
机床进给比丝锥进刀快,压缩机构动作,请减少机床进给量,不密着。底孔较小时(难削材等的加工时,底孔孔不够的现象较多),扭距保护机构,使丝锥空转。这种情况下,不要调整扭矩(ZK攻丝套筒的场合),请扩大底孔...
-
 浙江车铣复合刀柄厂家电话
发布时间:2022.06.08
浙江车铣复合刀柄厂家电话
发布时间:2022.06.08
为提高加工效率,应尽可能选用高效率的刀具和刀柄。如粗镗孔可选用双刃镗刀刀柄,既可提高加工效率,又有利于减少切削振动;选用强力弹簧夹头可以夹持直柄刀具,也可通过接杆夹持带孔刀具等。对于批量大、加工复杂的...
-
 0度动力刀柄工厂
发布时间:2022.06.08
0度动力刀柄工厂
发布时间:2022.06.08
通用刀柄目前主要有两种应用方案:适应于轻型加工应用领域,适合于中型和重型加工应用领域。这类刀柄采用类似于液压刀柄的膨胀技术来夹紧刀具,只是其扩张力是通过机械方法获得的,而不是通过液压介质获得。 这一优...
-
安徽热缩刀柄多少钱
发布时间:2022.06.07
弹簧夹头刀柄主要用于钻头、铣刀、丝锥等直柄刀具和工具的安装夹具。卡簧的弹性变形量为1毫米,夹持范围为直径0.5~32毫米。液压夹头-锁紧螺钉,用内六角扳手拧紧锁紧螺钉;锁紧活塞,将液压媒体压入膨胀室;...
-
 上海0度刀柄哪个牌子好
发布时间:2022.06.06
上海0度刀柄哪个牌子好
发布时间:2022.06.06
刀柄是切削刀具和机床主轴之间的关键性接口,刀柄失效会导致刀柄不能发挥作用,造成刀具寿命变短和切削过程的不可靠。磨损的主轴会导致跳动问题,影响刀柄的精度,降低可实现的工件质量和加工效率。可以对机床主轴的...
-
 浙江EWS动力刀柄公司有哪些
发布时间:2022.06.06
浙江EWS动力刀柄公司有哪些
发布时间:2022.06.06
为了努力地防止切削刀具的拔出,航空航天工厂往往会采取自己动手的方法。这些自制解决方案包括在刀具里利用电火花工艺加工一些孔,这样便可以将驱动销孔里使刀具保持原位。虽然机械刀柄系统提供了令人难以置信的控制...
-
江苏内孔刀柄一般价格
发布时间:2022.06.04
主轴与刀柄不能实现与主轴端面和内锥面同时定位,导致连接刚度低,尤其是在高转速下,由于离心为的作用,主轴锥孔大端扩张量大于小端扩张量,使得刀柄和主轴的接触面积减少,工具系统的径向刚度,定位精度下降。在高...
-
安徽EWS刀柄厂商
发布时间:2022.06.04
BT和HSK大多通过键传递扭矩,有些刀具通过自身形状传递扭矩(如Cato接口扭矩)。通过自身形状传递扭矩的手柄声称传递扭矩更大更稳定,尤其是在高速状态下。加工中心的主要加工中心通常分为两大类,即锥度为...
-
浙江铣床刀柄种类
发布时间:2022.06.03
目前按夹持种类分,分为液压刀柄、应力锁紧式刀柄、通用刀柄、热装刀柄。刀柄的价值与成套的价值相比是微不足道的,但它却是连接机床主轴与刀具的重要桥梁,对于加工质量的好坏产生着重要的影响。 现代大型高速加工...
-
安徽埃维斯刀柄价格是多少
发布时间:2022.06.03
刀柄拉钉的工作原理:拉钉一端是和机床卡口相连,一端是和刀柄相连,d部位根据机床卡口的度数卡进去,部位有螺纹和刀柄拧紧.通过拉杆传递的轴向力以及拉杆接头和拉钉,实现对刀柄的拉紧。当换刀时,要求松开刀柄....
-
浙江EWS动力刀柄要多少钱
发布时间:2022.06.02
我国在高速切削领域方面的研究起步较晚,20世纪80年代才开始研究高速硬切削。刀具以高速钢、硬质合金为主,切削速度大多在100-200m/min,高速钢在40m/min以内。切削水平和加工效率都比较低。...
-
江苏铣床刀柄品牌
发布时间:2022.06.02
为了努力地防止切削刀具的拔出,航空航天工厂往往会采取自己动手的方法。这些自制解决方案包括在刀具里利用电火花工艺加工一些孔,这样便可以将驱动销孔里使刀具保持原位。虽然机械刀柄系统提供了令人难以置信的控制...
-
上海热缩刀柄定制
发布时间:2022.05.31
制造业的所有阶段都在生产高质量零部件的过程中发挥了重要作用,刀柄帮助了许多制造商处理了航空航天工业领域所面临的严峻挑战。如今的航空航天加工业,正面临几个刀柄方面的挑战——加工材料很困难,金属切除率达不...
-
上海Varia刀柄公司电话
发布时间:2022.05.30
HSK工具系统标准的制定始于1987年,由德国机床实验室和部分工具厂、机床制造厂、用户企业等三十多个单位组成,开展新工具系统的研发工作。工作小组在进行首轮研究后,于1990年7月向德国工业标准组织提交...