商机详情 -
上海数控车床刀座工厂
动力刀座是机床上的主要部件,长时间的使用刀塔固定刀座难免会呈现一些问题,可能会发生异响,通常是因为减速机的摩擦片磨损,或许轴承磨损严峻,以上几点都能使刀塔固定刀座减速机发生异响。发生异响时首先要检查减速机的油质和油位,假如油量过少要及时加油,假如油中带有铁屑,要把减整机拆开检查齿轮有没有呈现磨损,如有磨损要替换齿轮,还有假如摩擦片焚毁也会发生异响。数控刀具很少直接装在数控车床刀架上,它们一般通过刀座作过渡。因此应根据刀具的形状、刀架的外形和刀架对主轴的配置形式来决定刀座的结构。现在刀座的种类繁多,标准化程度低,选型时应尽量减少种类、型式,以利于管理。动力刀座做到“一座多能”,是各大动力刀座生产商积极寻求解决方案的方向。上海数控车床刀座工厂
动力刀座是数控机床的主要品种之一,目前动力刀塔大多数采用三片式轴连结器,三片式构造的防水性与防屑性均佳,换刀时,刀盘只需作旋转而不需作轴向的推出与拉回动作,有利于缩短换刀时间与伺服动力刀塔之机构设计。动力刀座扭矩不足,可以从液压和机械两方面考虑:1、液压系统液压油压力不足;2、马达故障、减速机故障或齿轮箱故障等。其故障原因大概可以分为四种,具体内容如下:1、减速机零部件受损;2、齿轮箱机械装置损坏。3、先导压力不足或者溢流阀调定压力过低;4、马达损坏或者液压油泄漏量大。浙江键槽刀座种类动力刀座拆卸时,应当保持拆卸环境的清洁,注意拆卸顺序,以便安装。
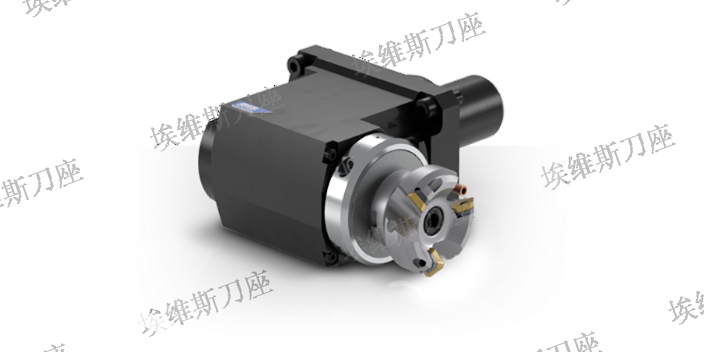
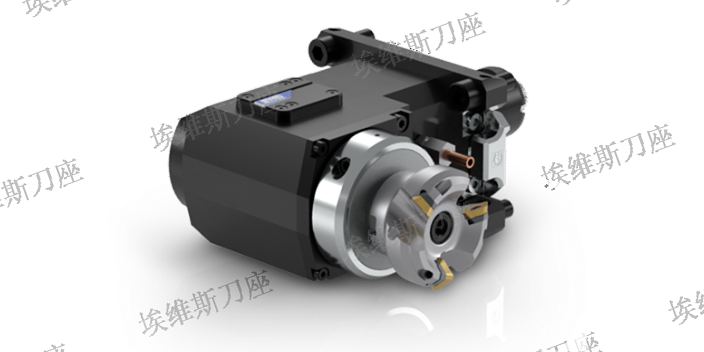
动力刀座指的是安装在动力刀塔上、可由伺服电机驱动的刀座。这种刀座一般应用在车铣复合机上,也有少数可应用在带动力刀塔的加工中心上。伴随着加工件的日益复杂化、精度等级以及加工效率的提高,多轴向、高转速成为工具机必备的条件,除了加工中心机走向机能复合化外,车床方面已由早期的卧式车床开发出许多新的加工形态,例如双刀塔、立式车床、倒立车床、以及车铣复合机种,以顺应新时代加工方式的需求。其中车铣新概念复合机无疑是一项新技术结合的工具机杰作,很大的优点在于可轻易地在同一机台上做复杂零件的加工,可同时进行车削、钻孔、攻牙、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削……等等。藉由一台工具机即可完成一个零件的所有加工流程,很大降低上下料换机台加工的时间,以及减少人为公差的机会,达到“DoInOne”的加工概念。在新世代车铣复合机中,不论是具分度的C轴头部、副主轴、Y轴等,都必须搭配动力刀塔才能具备车铣复合的功能,因此一款功能性佳、精度高的C轴动力刀塔,将使新世代车铣复合机更臻完善。
铣头质量的好坏决定组合机床性能的优异。动力刀座是由组装零部件基本成型,完全是根据客户加工的尺寸要求来进行组装的。也就是说动力刀座性能的优劣取决于零配件质量的好坏和装配工艺的科学性。我国高精度机床长期依赖进口的一个重要原因就是国内生产出来的设备精度不够,而要尚存差距高精度的设备,必须依靠高精度的加工机床。铣头的芯轴质量决定这动力刀座品质的高低,芯轴在不停的旋转和往复运动,而且还要受力工作,所以必须要用上好材料来制作生产芯轴,同时还一定要进行硬处理,不然相当容易磨损,导致动力刀座工作时抖动增大,损坏加工件。标准固定刀座以及针对机床主轴、副主轴的同时装多把车刀、镗刀的特殊固定刀座。
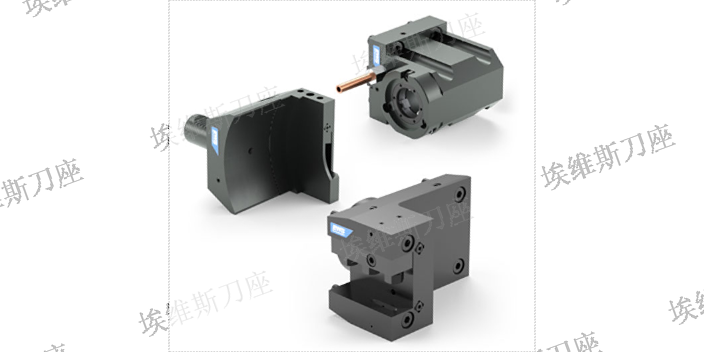
动力刀座安装在车削中心动力刀塔上的,可以装夹钻头、铣刀和丝锥的刀座,它由动力刀塔的动力伺服电机驱动下旋转,带动刀具转动,可以在工件完成车削后进行铣削、钻削和攻丝的工序。可以将以前需要在车床、铣床和钻床上完成的工件一次装夹在车削中心上完成。动力刀座不给力的原因:1、供给不足、量不足;2、固定钻削动力刀座的夹紧支架的位置不良、或夹紧螺栓拧的过紧;3、进给的压力气中水分含有量大,增加了滑动部的阻尼;4、液压式阻尼器的调节阀呈关闭状态;5、钻削动力刀座的安装精度差,进给时,钻头产生扭曲;6、前进及后退时,移动的部分与其他固定件件接触或发生碰撞。动力刀座关键分成气动式转孔动力刀座,伺服电机转孔动力刀座和伺服电机攻牙动力刀座。上海多头刀座品牌
动力刀座作为车床的组成部分,装置对于车床的应用状态也有很大影响,所以需要重视装置的实际应用情况。上海数控车床刀座工厂
数控车床的刀座对刀方法: 1、工件装夹: 数控车床的夹具主要有液压动力卡盘和尾座。在工件安装时,首先根据加工工件尺寸选择液压卡盘,再根据其材料及切削余量的大小调整好卡盘夹爪夹持直径、行程和夹紧力。如有需要,可在工件尾座打中心孔,用尖尖顶紧。使用尾座时应注意其位置、套筒行程和夹紧力的调整。工件要留有一定的夹持长度,其伸出长度要考虑零件的加工长度及必要的安全距离。工件中心尽量与主轴中心线重合。如所要夹持部分已经经过加工,必须在外圆上包一层铜皮,以防止外圆面损伤。 2、刀具的安装: 根据工件及加工工艺的要求选择恰当的刀具和刀片。首先将刀片安装在刀杆上,再将刀杆依次安装到刀架上,之后通过刀具干涉和加工行程图检查刀具安装尺寸。 要注意以下几项: ①安装前保证刀杆及刀片定位面清洁,无损伤。 ②将刀杆安装在刀架上时,应保证刀杆方向正确。 ③安装刀具时需注意使刀尖等高于主轴的回转中心。 ④车刀不能伸出过长,以免干涉或因悬伸过长而降低刀杆的。上海数控车床刀座工厂