商机详情 -
机床刀座订购
动力刀座安全操作技术:(1)工作前必须戴好劳动保护品,女工要戴好工作帽和发网,不准围围巾,禁止穿高跟鞋,操作时不得戴手套,不得吸烟,不得与他人闲谈,精神要集中,严禁在车间内嬉戏、代闹。(2)开支机床前必须检查机床各部位的润滑,防护装置等是否符合要求。(3)合理选用刀具、夹具。装夹精密工件或较薄、较软工件时,装夹方式要适当,用力要适当,保证装夹牢固可靠,不得猛力敲打,可用要木锤或加垫轻轻敲打。(4)操作中要随时观察工件装夹是否有危险物品,如有应立即停止,以防砸人,操作中观察工件时,站位要适当。内径刀座是一种比较精密的使用仪器,只有学会对内径刀座的正常维修与使用方法,才有可能保证内径刀座的使用寿命。动力刀座扭矩不足可以检测液压系统主系统压力正常,说明液压系统没有问题,考虑机械损坏。机床刀座订购
铣刨机刀座也称铣刨机齿座或齿套,卡特铣刨机的刀座也称卡特齿座或卡特齿套,采用的是插入式与下刀座连接(底座),刀座直接插入铣刨机的下刀座中后,下刀座会自动锁定刀杆或刀座,无需担心齿座会松动或脱落;卡特齿套采用耐磨材料,经热压模锻成型,机加工而成,机体密度高,抗弯性能强,具有良好的耐磨性能;齿套的内孔采用高精度加工中心精密加工,确保齿套能牢固地锁住铣刨齿头,并在强大冲击力的情况下不脱落;齿套的刀孔直径一般为20毫米,负公差0.02毫米,可装配刀柄直径为20毫米的刀头; 合理的硬度是产品质量的重要保证,卡特齿座的淬火硬度控制在48-52HRC之间,确保齿座或齿套在受到强大冲击力的情况下不变形,并始终处于正常磨损状态。多头刀座生产商一台新的动力刀座,在很初应用的那时候,要留意其转速不能处在饱和状态的情况。
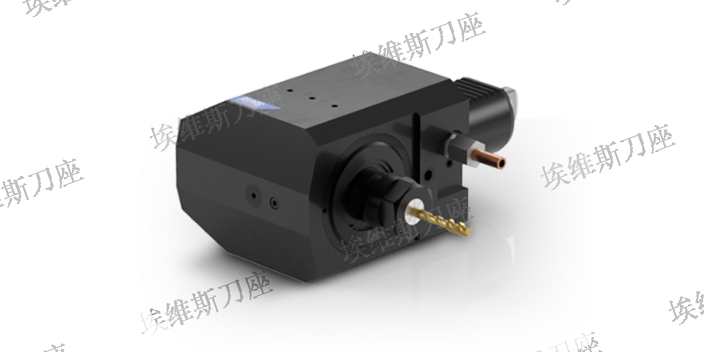
目前动力刀座使用中遇到的问题1:动力刀座刚性不够,重复定位精度低,工艺转换时,调整时间长,造成机床利用效率低下。2:动力刀座只能用ER弹簧夹头夹持工具,由于ER夹头带来的误差叠加,造成刀座加工精度受限。另外,由于ER夹头的夹紧力有限,夹持Ø16以上的刀杆时,刀具容易打滑,刀尖的跳动也比较大。对于刀具寿命和加工效率而言无疑是个很重要的瓶颈。另外,ER夹头了夹持的刀具类型很有限,只能进行简单的钻,铣等操作。客户需要另外购买专门的面铣刀动力刀座等,刀座投资大。如何解决ER夹头带来的问题。扩展动力刀座的使用范围,并做到“一座多能”,是各大动力刀座生产商积极寻求解决方案的方向。
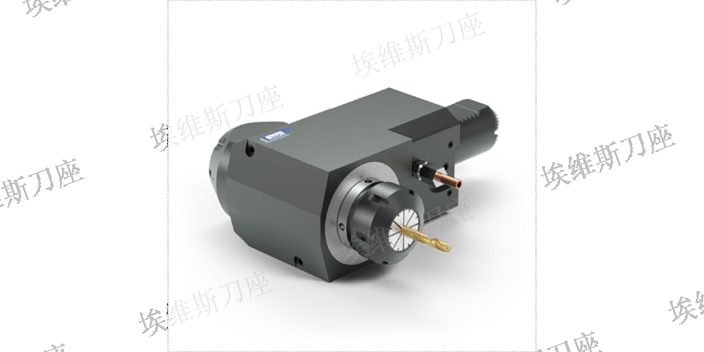
在数控车床刀架上什么是前刀座什么是后刀座? 较简单的方法:站在机床前,左手方向是主轴,刀架在主轴左边的是前置刀架,刀架在主轴右边的是后置刀架。也可以用右手笛卡尔坐标系来确定机床的坐标系统。 数车前置刀架和后置刀架区别就是 X 的(+方向) 与 (-方向)是不一样的,对刀也有略有区别。但 Z 方向的正负,他俩是一样的。 选用动力刀座前需要提供以下信息: 机床信息:机床的制造商及型号,机床的输出功率、扭矩和转速,机床的刀塔类型及输入接口 (VDI 、BMT或其他); 加工应用信息:零件材料种类,切深、切宽和进给及所采用的转速(rpm); 刀座信息:动力刀座的类型( 轴向、径向、0-90度可调、双输出及特殊固定角度等); 输出类型:er 夹头, 刀柄输出; 其他特殊要求: 是否内冷,转速比等。车床动力刀座“刚中有柔“。
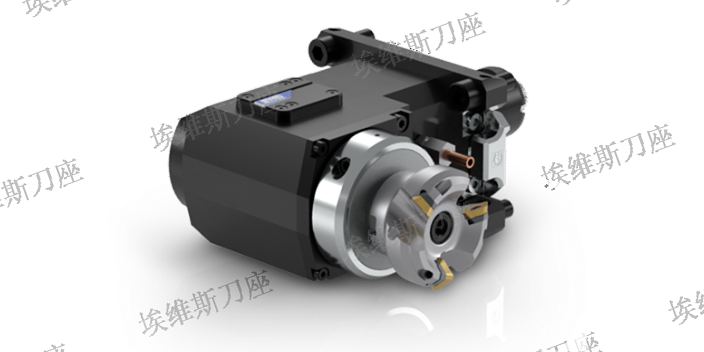
动力刀座是数控机床的主要品种之一,目前动力刀塔大多数采用三片式轴连结器,三片式构造的防水性与防屑性均佳,换刀时,刀盘只需作旋转而不需作轴向的推出与拉回动作,有利于缩短换刀时间与伺服动力刀塔之机构设计。 动力刀座扭矩不足的解决方法: 1、更换损坏的齿轮,重新安装减速机和马达,恢复动力刀座,钻机恢复正常工作。 2、拆卸时,应当保持拆卸环境的清洁,注意拆卸顺序,以便安装。仔细检查减速机内部,结果发现齿轮损伤。拆卸减速机时应注意零部件排列顺序,所有螺栓垫片和零部件都要清洗一遍,同时在安装时要保持减速机内部清洁。 3、检测液压系统主系统压力正常,说明液压系统没有问题,考虑机械损坏。 4、在检查液压系统的过程中,发现刀座运转时减速机和马达存在小范围的周期性异响。拆卸刀座马达,检查马达及输出轴,正常。动力刀座主要分为气动钻孔电动刀座、交流伺服电机钻孔电动刀座和交流伺服电机攻丝动刀座。上海EWS外圆刀座订购
机床配件值除机床主体外的所有可方便更换的元件,比如刀座。机床刀座订购
车床刀座切槽刀对刀: ①在MDI方式下,调2号刀,按[主轴正转]按钮使主轴旋转。 ②在JOG或手摇方式下,将刀具移至工件附近,越近时倍率要越小,使2号刀的刀尖与已加工好的工件端面接触,听见摩擦声或有微小标听在G02一行上,键入“Z0”,按“测量”,完成2号刀Z向对刀。 ③用与步骤(2)相同的方式,将刀具从径向靠近工件。当2号刀的刀刃与已加工好的工件外圆接触时,停止进给,工具补正/形状”画面里,将光标听在G02一行上,键入“X30”,按“测量”,完成2号刀X向对刀。 ④完成2号刀对刀后,刀架移开,退到换刀位置,使主轴停转。机床刀座订购