商机详情 -
上海德国刀座型号
动力刀座在进行机械加工制造的那时候是单独存有开展机械加工制造的,彼此之间不容易有一切生产加工工艺流程和技术性恳求的危害。专门机床是跟随汽车产业的凸起而发展趋势起來的。在专门机床中一些构件因习惯性的循环使用,慢慢发展趋势为通用性构件,因而在这个基础上造成了组合机床。 早的组合机床是1911年在国外做成的,用以生产加工汽车零件。早期,各数控车床生产厂常有分别的通用性构件标准。 1)动力刀座报价钢性(运行的时候工作强度高:齿轮模数大,采用圆锥形滚子轴承) 2)动力刀座报价通用性(装夹刀具规格范围更广) 4)动力刀座报价保修期(国外3个月,我们是1年) 3)动力刀座报价加工多样性(在同一个机台上,可以加工不同种类的产品,完成多种工艺。车、铣、攻、刨、钻、滚齿、插槽等)。动力刀座在计划的保养时限之外,可能导致加工故障和生产中的意外中断。上海德国刀座型号
一种数控车床用刀座:属于数控车床技术领域,包括底座和安装在底座上方的顶座,所述底座的顶部固定设置有下夹座,所述下夹座与底座一体成型,所述顶座的底部固定设置有上夹座,所述上夹座与顶座一体成型,所述上夹座和下夹座相对的一侧均凹设有相互匹配的刀具槽,所述底座为长方体结构,所述底座顶部的四角位置均通过轴承转动连接有螺杆,所述顶座与四个螺杆均螺纹连接,所述顶座的上方安装有安装板,所述安装板内设有安装腔,所述安装腔的中心位置安装有主动齿轮.本实用新型解决了现有的数控车床用刀座在拆装刀座时仍较为麻烦以及刀具安装稳定性不足的问题,具有操作简单实用的特点。上海德国刀座型号动力刀座不只使机床加工性能得到较大体现,还带来了生产效率及加工精度的提升。

动力刀座是机床上的主要部件,长时间的使用刀塔固定刀座难免会呈现一些问题,可能会发生异响,通常是因为减速机的摩擦片磨损,或许轴承磨损严峻,以上几点都能使刀塔固定刀座减速机发生异响。减速机呈现异响的因素:减速机轴承损坏,润滑油过少或减速机过热,减速机的齿轮呈现严峻磨损,减速机摩擦片磨损。发现动力刀座轴承损坏替换新轴及轴承,润滑油过少要及时增加润滑油,减整机的齿轮磨损严峻的替换新齿轮及替换新润滑油,摩擦片磨损严峻也要及时替换新的。1、如果角度头安装不正确,可以调整可调式定位销确定定位销高度;2、如果角度头轴承损坏,可以减少吃刀量,或者加上润滑油,如果还是不行,建议进厂维修;3、如果动力刀座角度头齿轮磨损,需要进厂维修确保产品加工精度;4、如果角度头齿轮润滑油过少,可以加入齿轮油,如果角度头轴承润滑油过少,可以加入轴承油。
与轧机中的所有锯刀一样,转子圆盘上的这些刀具每天都需要更换,换下的刀具在研磨车间中被再次打磨削尖。对于切削质量和速度,转子圆盘的切割器中夹持小刀的刀座发挥着至关重要的作用。由于长期摩擦过程会导致刀具磨损,随着时间的推移,会在刀座左右两侧形成损坏点。木材进入到这些凹陷处,就会由于木材纤维的磨损碎片而导致无效切割。与此同时,切削设备的效能也将大幅降低,进而难以维系目标日产量。 在考虑到更换这样一个刀座产生的高额成本,可以采用激光熔覆实现受损结构的表面重构。凭借准确的热输入,这种制备工艺实现了具有较小翘曲的高精度表面涂敷层。可以通过同心布置的喷嘴,将涂层材料熔覆到待处理的表面区域,并且涂层材料与母材一起熔化。在熔池中两种材料之间通过冶金方式结合成为具有较低稀释的致密涂层。此外,该涂层所具有的近净轮廓质量,将意味着能将后续处理的成本控制在较低限度。使用涂层刀座的一个重要问题是重磨后刀切削性能恢复的问题,即刀每次刃磨后可否进行重复涂层的问题。
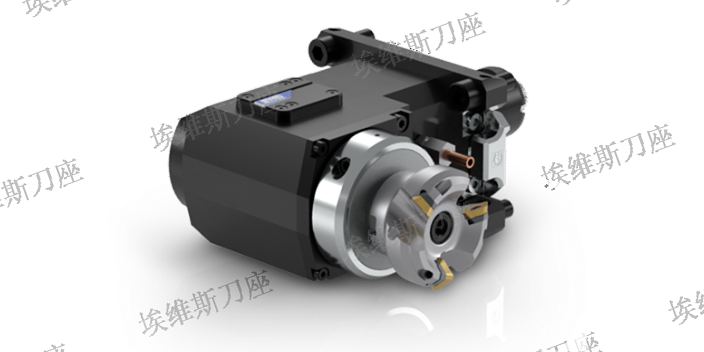
车床动力刀座有这些功能:机床配件,指除机床主体外的所有可方便更换的元件,比如刀座。它刚性高、精度好、转速和扭矩大,坚固耐用,低噪声,良好的发热控制。具有很好的对中性,定位精度和重复定位精度高。同时密封性好。针对不同的机床品牌和型号,设计与之对应的刀座,实现对车削中心和瑞士型机床走心机的全方面配套。伴随着当代工厂加工件的日益复杂化的现状,精度等级的加工效率成为了各大工厂当务之急。但是车床动力刀座有着多轴向、高转速、高效率的性能,只要它顺着轴承和传动轴的转动就可以轻易地在同一机台上做复杂零件的加工,并且速度超快,精确度高。有数据为例子,它的很大扭矩可以达到150Nm,很大转速可达15,000r.p.m。这很大降低上工作人员的调换车床的时间。动力刀座需搭配止水筒夹及止水螺帽使用。江苏EWS车刀座哪里有
动力刀座是数控机床的主要品种之一。上海德国刀座型号
车床刀座外圆刀对刀: ①按下功能键[PROG],进入程序画面。再按下[MDI],进入[MDI]模式,通过操作面板在光标闪动输入“T0101; M03S500;”,按[INSERT]键,将程序插入。再按[循启动]按钮,执行程序,换1号刀,同时主轴正转,转速500r/min。 ②在JOG或手摇方式下将刀具移至工件附近(靠近时倍率要小些),切削端面,切削完毕,保持Z轴不变,按[+X]退刀,按下[主轴停按钮,或按下[复位]键,此时主轴停止转动。 ③连续按功能键[OFFSET SETTING],将G54下X及Z值均设定为0,按动屏幕下部“形状”对应软键进入10所示的画面。光标移至G01,键盘输入“Z0”按测量,完成1号刀Z向对刀。 ④再次调至JOG或手摇方式,切削外圆。切削一小段足够卡尺测量外径的长度后,保持X轴不变,方向退出Z轴,使主轴停止,测量所切部分的外径。例如车削外径为30mm,则进入“工具补正/形状”画面后,光标停在G01一行上,键盘上键入“X30”,按“测量”完成1号刀X向对刀。 ⑤1号刀对刀完毕,将刀架移开,退至换刀位置附近。上海德国刀座型号
埃维斯刀座技术(太仓)有限公司致力于机械及行业设备,是一家贸易型公司。EWS致力于为客户提供良好的刀座,动力刀座,固定刀座,EWS刀座,一切以用户需求为中心,深受广大客户的欢迎。公司将不断增强企业重点竞争力,努力学习行业知识,遵守行业规范,植根于机械及行业设备行业的发展。EWS凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。