商机详情 -
深圳多头动力头
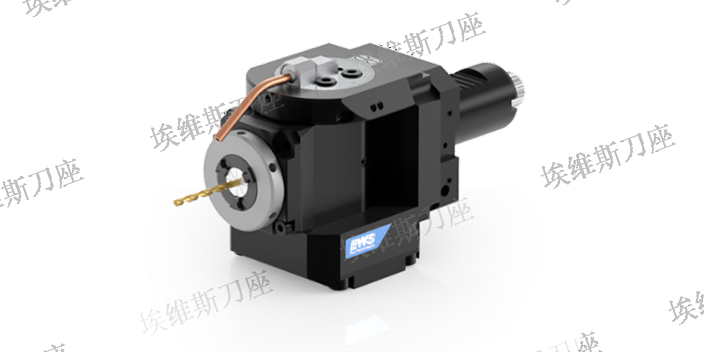
本实用新型提供了一种车削中心用动力刀座,它包括壳体,和动力刀塔内的动力轴相连的伞齿轮与第二伞齿轮在壳体内构成轴线正交的共轭齿轮副,第二伞齿轮偏心设置有一螺杆轴,螺杆轴通过连杆装置带动伸入到壳体内的 主要权项:1、一种车削中心用动力刀座,其特征在于,它包括壳体(1),和动力刀塔\r\r\r\r\n内的动力轴相连的伞齿轮(2)与第二伞齿轮(3)在壳体(1)内构成轴线\r\r\r\r\n正交的共轭齿轮副,第二伞齿轮(3)偏心设置有一螺杆轴(4),螺杆轴(4)\r\r\r\r\n通过连杆装置带动伸入到壳体(1)内的刀杆(5)往复运动。动力头的主运动采用三相异步电机驱动。深圳多头动力头
导致攻丝动力头丝锥断裂的原因: 1、速度太快,导致扭力过大。每一种型号的攻丝动力头都有一个转速范围,不能超过攻丝动力头的额定较大转速 2、底孔孔径与丝锥不匹配。譬如,加工黑色金属材料M5×0.5螺纹时,用切削丝锥应该用选择直径4.5mm钻头打底孔,如果误用了4.2mm钻头来打底孔,攻丝时丝锥所需切削的部分必然增大,进而使丝锥折断。建议根据丝锥的种类及攻件材质的不同选择正确的底孔直径,如果没有完全符合的钻头可以选择大一级的。 3、操作不当。加工盲孔螺纹时,当丝锥即将接触孔底的瞬间,操作者并未意识到,仍按未到孔底时的攻丝速度给进,或排屑不畅时强行给进导致丝锥折断。建议操作人员加强责任心。 4、未使用切削液或选择不当。攻丝过程中会产出大量的热量,尤其是一些有色金属其延展性较强,需要有针对性地选择好切削液。 5、同心度不够。攻丝开始时,丝锥起步定位不正确,即丝锥的轴线与底孔的中心线不同心,在攻丝过程中扭矩过大,这是丝锥折断的主要原因。动力头哪家好如果购买的是攻孔动力头,就要明确孔的深度是多少。
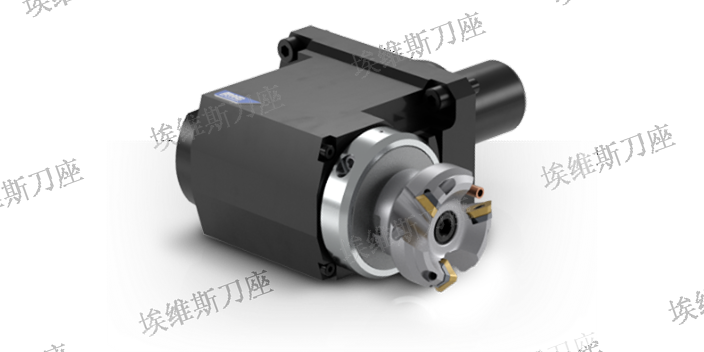
本实用新型公开了一种数控复合动力刀头,包括动力装置,至少两个动力轴,齿轮箱,齿轮箱包括底座及顶盖,底座和顶盖组合形成齿轮容腔,齿轮容腔内设有主动齿轮及从动齿轮,主动齿轮固定在所述动力装置的输出轴上,动力装置驱动主动齿轮转动,从动齿轮固定在动力轴上,从动齿轮单独或组成齿轮系与主动齿轮啮合,各个动力轴轴心平行;本设计结构简单紧凑,有效解决传统动力刀头因体积大导致的安装不便,加工范围受限等问题,另外,在动力刀头发生故障时只需更换相应部件,无需整体拆装,维修方便。
伴随着加工件的日益复杂化、精度等级以及加工效率的提高,多轴向、高转速成为工具机必备的条件,除了加工中心机走向机能复合化外,车床方面已由早期的卧式车床开发出许多新的加工形态,例如双刀塔、立式车床、倒立车床、以及车铣复合机种,以顺应新时代加工方式的需求。其中车铣新概念复合机无疑是一项新技术结合的工具机杰作,较大的优点在于可轻易地在同一机台上做复杂零件的加工,可同时进行车削、钻孔、攻牙、端面切槽、侧面切槽、侧面铣削、角度钻孔、曲线铣削等等。藉由一台工具机即可完成一个零件的所有加工流程,大幅度降低上下料换机台加工的时间,以及减少人为公差的机会,达到“Do In One”的加工概念。在新世代车铣复合机中,不论是具分度的C轴头部、副主轴、Y轴等,都必须搭配动力刀塔才能具备车铣复合的功能,因此一款功能性佳、精度高的C轴动力刀塔,将使新世代车铣复合机更臻完善。电、气动自动进给动力头的进给运动采用了压缩空气为动力源。

使用注意事项: 1、当选用所需转速时,应用手转动刀盘或电气点懂主轴旋转,方可进行变速,严禁主轴连续旋转时变速。 2、铣削进刀时,应首先松开铣头夹紧手柄,然后按铣削要求进刀,进刀完毕后重新夹紧铣头。 3、本铣头设计刀盘较多直径为200mm(用于精铣)。 4、开机时应经常观察、检查油泵供油状态,如发现油镜无油时应立即停机检修。 5、本铣头选用20#-30#机械油。 铣削动力头符合JB1530-75组合机床通用部件的部颁标准。以其的机床加工性能而普遍的应用研究于龙门铣床、组合机床机组和机床自动生产线中。动力头是比较简单的一种变速传动机构。深圳多头动力头
动力头产品分为多种。较主要的有:铣削动力头、镗削动力头和钻孔动力头两大类。深圳多头动力头
铣削动力头操作人员禁止戴手套操作,因戴手套而发生事故的很多,所以这点一定要馑记。女工还需将头发盘入帽内,不可穿短裤或裙子以及拖鞋工作。 铣削动力头操作过程工作中需要认真做到以下几点: 1、铣削不规则的工件及使用虎钳、分度头及特用夹具持工件时,不规则工件的重心及虎钳、分度头、特用夹具等应尽可能放在工作台的中间部位,避免工作台受力不匀,产生变形。 2、在快速或自动进给铣削时,不准把工作台走到两极端,以免挤坏丝杆。 3、不准用机动对刀,对刀应的动进行。 4、工作台换向时,须先将换向手柄停在中间位置,然后再换向,不准直接换向。 5、铣削键槽轴类或切割薄的工件时,严防铣坏分度头或工作台面。 6、动力头铣削平面时,必须使用有四个刀头以上的刀盘,选择合适的切削用量,防止机床铣削中产生震动。 在实际的加工中,铣削动力头可以在同一个机器中实现多方位铣削,加工效果好,受到了用户的一致认可。另外,铣削动力头在作业过程中操作也较为方便,操作者只需要把握好生产的速度,做好正常作业的安全工作,就可以保证产品高质量、高效率的生产。深圳多头动力头
埃维斯刀座技术(太仓)有限公司总部位于太仓经济开发区北京东路88号,是一家经营范围包括开发、生产、加工刀座及刀塔,销售公司自产产品;从事本公司生产的同类及相关产品的批发、佣金代理(拍卖除外)和进出口业务(不涉及国营贸易管理商品,涉及配额、许可证管理商品的,按国家有关规定办理申请),并提供相关的技术咨询和售后服务。(依法须经批准的项目,经相关部门批准后方可开展经营活动)、的公司。EWS深耕行业多年,始终以客户的需求为向导,为客户提供***的刀座,动力刀座,固定刀座,EWS刀座。EWS始终以本分踏实的精神和必胜的信念,影响并带动团队取得成功。EWS始终关注自身,在风云变化的时代,对自身的建设毫不懈怠,高度的专注与执着使EWS在行业的从容而自信。