商机详情 -
安徽HSK刀座公司咨询
动力刀座主要分为气动钻孔动力刀座,伺服钻孔动力刀座和伺服攻丝动力刀座。气动钻孔动力刀座:在没孔的工件上钻个孔出来,适合加工小孔,回转速高,精密度高,进给力小,重量轻,容易安装,方便使用,节约成本,比较适合做专机或者倒角去毛刺使用。气压式进给不是很稳定,所以进给的时候需要加装稳速器。而且不能加工硬度比较硬的材质。气压式为动力推进加工,马达回转配合转速,为回转切削动力。现在刀座的种类繁多,标准化程度低,选型时应尽量减少种类、型式,以利于管理。要想使动力刀座开展恰当的应用,也有一定留意的事宜就是说要留意冷冻液的有效应用。安徽HSK刀座公司咨询
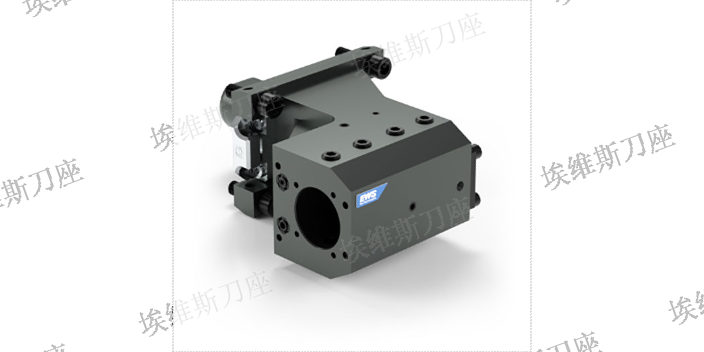
动力刀座一般可分为德式快换刀座VDI系统,日韩标准BMT系统,以及非标联轴器。刀座油座上的溢流阀卡住或者损坏导致溢流压力过低。此种情况往往具有空载转动正常,负载转动无力或者转不动的特征,往往是由于机主不注重机器的平时保养,液压油长期不更换或者过滤,导致阀芯卡滞。清洗溢流阀阀芯,重新调节溢流压力或者更换溢流阀即可消除此类故障。主阀安全阀溢流压力过低。在主阀上一般会有一个主安全阀和单独的各阀片的溢流阀。主安全阀泄压和控制各阀片的溢流阀泄压都会造成转动无力。如果是主安全阀溢流,那么刀座回转无力,行走、主卷扬、副卷扬、回转都会表现为无力状态。重新调节好主安全阀或者阀片溢流阀溢流压力,即可消除此类故障。上海快换刀座经销商动力刀座扭矩不足,可以从液压和机械两方面考虑。
在数控车床上进行螺纹加工时,通常采用一把刀座进行切削。在加工大螺距螺纹时,因磨损过快,会造成切削加工后螺纹尺寸变化大、螺纹精度低。各把刀座在对X轴时,机床显示的数字各不相同。一定要记录好各实际数据。在退出X轴后,多把螺纹切削X轴进刀的数据一定要相同,不能有差异。在切削过度中承受很大的压力,有时在冲击和振动条件下工作,要使其不崩刃和折断,材料必须具有足够的强度和韧性,一般用抗弯强度表示材料的强度。在加工过程中,当粗车刀片磨损到极限后,把精车刀片换到粗车上,精车重新换新刀片。这样能在保证螺纹切削加工精度的同时,也降低费用。该方法关键取决于对粗、精螺纹的对刀精度。使用前确认内外部喷水处无阻塞;运转前需先供水避免过热;为避免动力内部机件过度磨损或油封损坏,冷却液需要有适当的过滤装置;不要再没有开启冷却液的情况下使用,内部油封可能快速磨损;
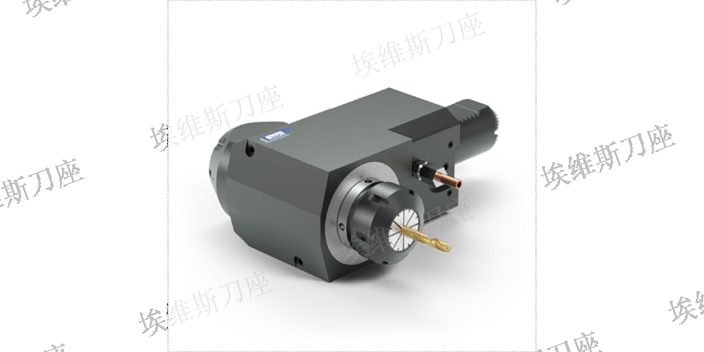
动力刀座适应性强,能够很方便地调整加工螺纹的直径,螺距及行程、行程长,附件品种多,能够方便地将单轴攻丝头换成多轴攻丝头,能一起满意用户小批量和大批量生产需求。动力刀座的运用对改进商品生产加工生产制造质量有非常大的协助,在应用设备期内能够做到高些的精密度规范,并且设备的工作效能平稳,在安装以后不易出现常见故障难题,设备的应用领域也较为广,能够考虑大量制造行业的安装应用要求。采用动力刀座来开展生产制造还可以让繁杂的操作步骤获得简单化,能够进行打孔和侧边切槽等生产加工。动力刀座安全操作技术是什么?
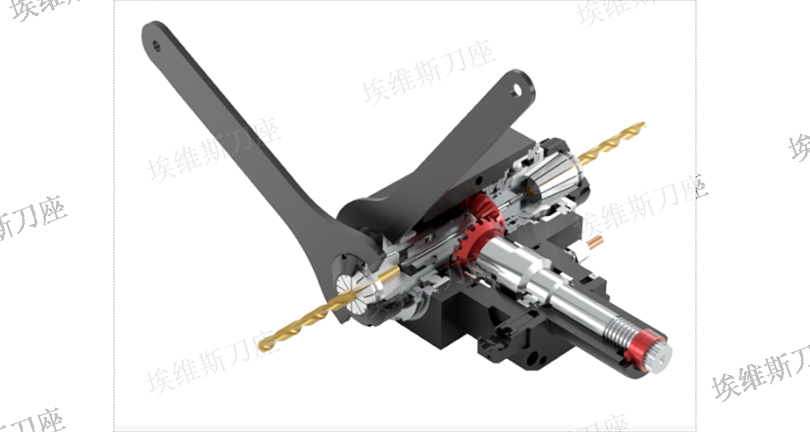
动力刀座使用说明:1、不要再没有开启冷却液的情况下使用,内部油封可能快速磨损;2、为避免动力刀座内部机件过度磨损或油封损坏,冷却液需要有适当的过滤装置;3、不可超过刀座额定很大转速;4、不可超过刀座很大容许水压;5、使用刀具为有中心出水刀具;6、需搭配止水筒夹及止水螺帽使用;7、使用前确认内外部喷水处无阻塞;8、运转前需先供水避免过热;9、只需中心出水时可将外部喷水关闭;10、关闭外部出水时,将外部喷水处使用螺丝将其封闭;11、禁用铁锤等工件物敲擎外部;12、初次使用可以很大转速的70%,无负载旋转1小时,以达到磨合效果。在使用动力刀座的过程中一定要需搭配止水筒夹及止水螺帽使用。上海Capto刀座厂家价格
标准固定刀座以及针对机床主轴、副主轴的同时装多把车刀、镗刀的特殊固定刀座。安徽HSK刀座公司咨询
选用动力刀座前需要提供以下信息:1.机床信息:机床的制造商及型号,机床的输出功率、扭矩和转速,机床的刀塔类型及输入接口(VDI、BMT或其他);2.加工应用信息:零件材料种类,切深、切宽和进给及所采用的转速(rpm);3.刀座信息:动力刀座的类型(轴向、径向、0-90度可调、双输出及特殊固定角度等);4.输出类型:er夹头,刀柄输出(BT,HSK,WELDON及其它);5.其他特殊要求:是否内冷,转速比等。动力刀座的出现不但满足了加工工件的精密度要求,而且满足了工件加工的高效率要求。安徽HSK刀座公司咨询