商机详情 -
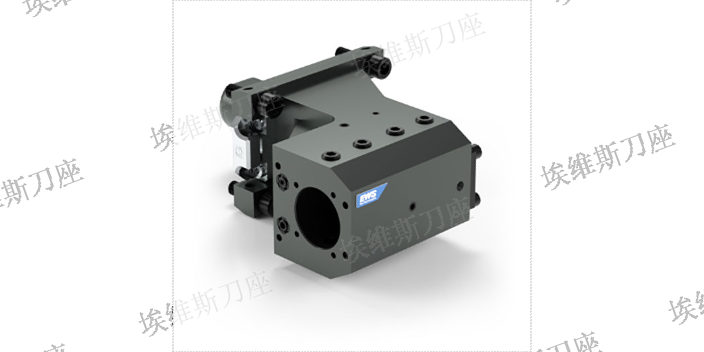
固定刀座生产商
车削中心的形式常见的是卧式的,也有立式的,还有倒立式的。单主轴,单刀塔(上刀塔T),刀塔分为带Y轴和不带Y轴,目前以不带Y轴的居多。双主轴(带副主轴S),单刀塔双主轴双刀塔,甚至三刀塔。刀塔还分为盘式刀塔(Disc Turret)和星形刀塔(Star Turret)盘式刀塔(Disc Turret):刀座装在刀盘的轴面上,是较早出现的,刀塔形式,在单主轴单刀塔的车削中心上常用。.局限性,刀具之间容易相互干涉,可加工的工件直径尺寸较小。不适于副主轴的上背向加工。星形刀塔(Star Turret)刀座安装在刀盘的圆周上,呈星形分布,这是一种新型的刀塔结构,它克服了传统的盘式刀塔的限制,刀具之间相隔比较远,干涉小,同等的刀盘直径,可加工的工件直径增大20%~40%,同时它也适合完成副主轴上工件的背向加工。这种形式的刀塔在双主轴,多刀塔的车削中心上普遍采用。是今后发展的趋势。动力刀座不可超过刀座较大容许水压。固定刀座生产商
在数控车床上进行螺纹加工时,通常采用一把刀座进行切削。在加工大螺距螺纹时,因磨损过快,会造成切削加工后螺纹尺寸变化大、螺纹精度低。各把刀座在对X轴时,机床显示的数字各不相同。一定要记录好各实际数据。在退出X轴后,多把螺纹切削X轴进刀的数据一定要相同,不能有差异。在切削过度中承受很大的压力,有时在冲击和振动条件下工作,要使其不崩刃和折断,材料必须具有足够的强度和韧性,一般用抗弯强度表示材料的强度。在加工过程中,当粗车刀片磨损到极限后,把精车刀片换到粗车上,精车重新换新刀片。这样能在保证螺纹切削加工精度的同时,也降低费用。该方法关键取决于对粗、精螺纹的对刀精度。使用前确认内外部喷水处无阻塞;运转前需先供水避免过热;为避免动力内部机件过度磨损或油封损坏,冷却液需要有适当的过滤装置;不要再没有开启冷却液的情况下使用,内部油封可能快速磨损;固定刀座生产商动力刀座加工技术已普遍应用于光学元件、航空航天、激光技术等领域。
当我们惊叹当代工厂发展的如此迅猛的时候,我们会发现车床动力刀座无疑是其中一项新技术结合的工具机杰作,它是一款功能性佳、精度高的刀座,正因为它的使用使新时代的加工厂更臻完善。 下面就看一下车床动力刀座有哪些特点。伴随着当代工厂加工件的日益复杂化的现状,精度等级的加工效率成为了各大工厂当务之急,但是车床动力刀座有着多轴向、高转速、高效率的性能,只要它顺着轴承和传动轴的转动就可以轻易地在同一机台上做复杂零件的加工,并且速度超快,精确度高。有数据为例子,它的大扭矩可以达到150Nm,转速可达15,000r.p.m。这降低上工作人员的调换车床的时间。
一种数控机床的刀座结构,包括安装在机床主轴上的刀座安装柱,所述刀座安装柱的端部设置有刀座盘,所述刀座盘的圆周处形成安装外圆倒角刀具的外圆刀位槽、安装内孔倒角刀具的内孔刀位槽和安装平端面刀具的平端面刀位槽,所述外圆刀位槽、内孔刀位槽、平端面刀位槽中均设置有锁紧刀具的紧固组件。所述外圆刀位槽、内孔刀位槽、平端面刀位槽均包括一个支撑槽壁和一个装配槽壁。本实用新型结构简单紧凑,制造成本低廉,运行平稳可靠,简化了工步,提高了生产效率。车薄壁筒形工件的内、外倒角可同时进行,避免了单独车内倒角或外倒角时造成零件端部形状变形的现象,提高了零件合格率。采用动力刀座来开展生产制造还可以让繁杂的操作步骤获得简单化。
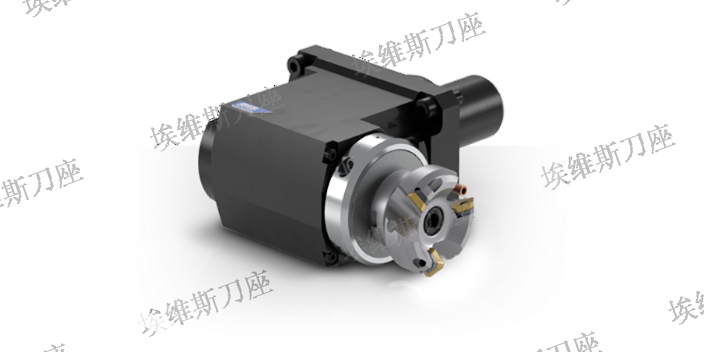
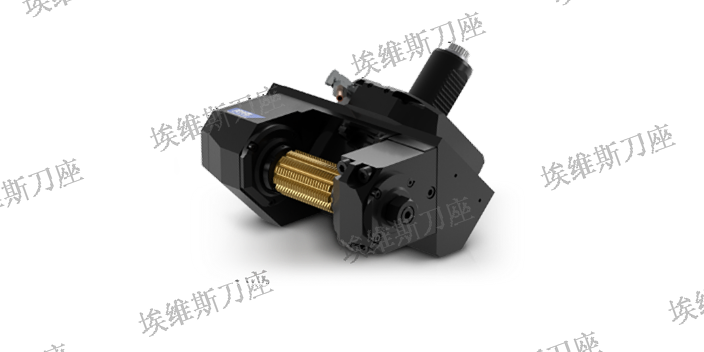
动力刀座又叫“动力头”,是装在车削中心动力刀塔上的,可以装夹钻头、铣刀和丝锥的刀座,它可以在动力刀塔电动机的驱动下旋转,带动刀具转动,可以在工件完成车削后进行铣削、钻削和攻丝的工序。动力刀座指的是安装在动力刀塔上、可由伺服电机驱动的刀座。这种刀座一般应用在车铣复合机上,也有少数可应用在带动力刀塔的加工中心上。动力头是由主运动、进给运动和控制装置组成。如果动力头的进给运动采用了压缩空气为动力源,那么就由气动控制装置来控制进给运动。动力刀座在应用设备期内能够做到高些的精密度规范。固定刀座生产商
多轴刀座一个刀座,可装2把、4把甚至更多的刀具,适用于带Y轴的车削中心。固定刀座生产商
关于动力刀座的更换需要知道的:1.必须仔细清洁下刀座的螺纹内径和上安装孔,并检查是否损坏。彻底清洁之后,应确保下刀座内没有残留的铣刨料,且上和下接触面之间可以无缝隙紧密贴合。如果下的接触面不平整或有损坏,则可能导致座柄断裂。2.如果接触面状况完好,则将密封圈套在新刀座柄上。3.然后在上刀柄上涂抹耐高温润滑脂(高达100℃),涂完后将刀柄置于下刀座内。润滑脂具有密封和防止腐蚀的功能,也有助于动力刀座的顺利拆装。4.同时在紧固螺丝上涂抹耐高温润滑脂,然后将螺栓置于螺纹内径转动大约3圈。如果拧紧螺栓时需要很大的力,则必须用螺纹铣刀在下刀座上重新铣出螺纹。切勿使用已经使用过的紧固螺丝。5.使用扭矩扳手将紧固螺丝拧紧至500kNm扭矩。请您记住,单使用手动扭矩扳手紧固六角螺栓就可以了。固定刀座生产商